
Математическое моделирование процессов теплообмена при затвердевании
С момента попадания первых порций расплава в литниковую систему, начинается процесс теплообмена расплава с литейной формой.
Для исследования процесса затвердевания расплава, примем условие, что начало этого процесса tзал происходит после завершения заполнения формы, при этом расплав не успевает потерять весь перегрев и его температура остается выше температуры кристаллизации (ТН > ТКР).
С развитием процесса, активная циркуляция расплава постепенно замедляется, уступая место более слабой естественной конвекции, вызванной охлаждением расплава у поверхности формы. В результате этого внутри расплава возникает неоднородное температурное поле, где поверхностная температура ниже, чем в центре. При достижении временной точки t1 температура поверхности достигает значения, соответствующего температуре кристаллизации чистого металла или эвтектического сплава (ТКР), и начинается формирование прочной корки, завершающееся к моменту времени t3.
На рис. 1 представлена схема температурных полей в затвердевающей отливке в виде неограниченной плиты толщиной 2l0 для момента времени t1<t<t3: T1(x, t) – температурное поле в незатвердевшем сплаве, Т3(x, t) – в затвердевшей корке; x (t) — толщина твердой корки; Х3 (t) =l0 – x (t) координата фронта затвердевания (т. е. координата положения границы твердой корки и незатвердевшего расплава).
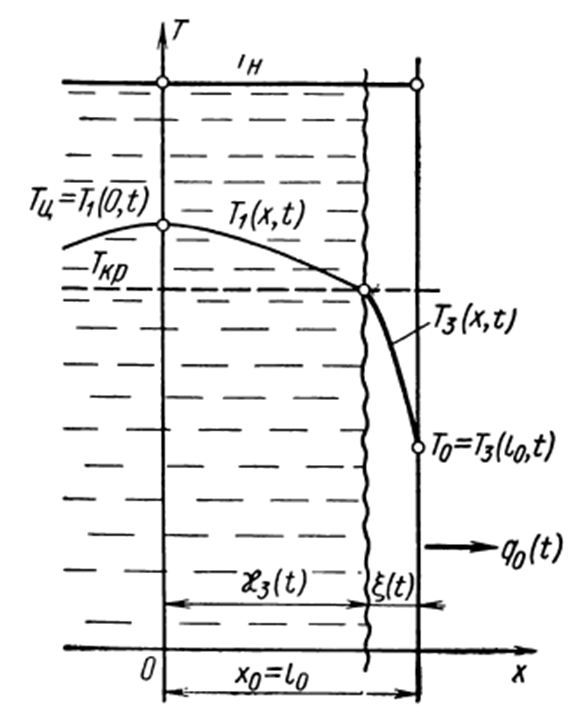
Рис. 1 Схема температурных полей в затвердевающей отливке из чистых металлов и эвтектических сплавов
Влияние внешнего давления на температурные поля.
Применение давления во время кристаллизации жидкого металла имеет положительное влияние на устранение газовой пористости путем увеличения растворимости газов в расплаве. С помощью уравнения Клапейрона-Клаузиуса [1], можно описать температура системы в термодинамическом равновесии зависит от давления. Мы можем определить температуру кристаллизации расплава в зависимости от внешнего давления решая данное уравнение, которое колеблется в диапазоне от 100 до 400 МПа:

где V3 – объем поковки в твердом состоянии, м3.
Расчет затвердевания металла осуществляется с использованием формулы, предложенной А.И. Вейником [2]. При этом, чем больше разница в температуре между точкой заливки расплава и температурой затвердевания, тем шире температурный диапазон затвердевания металла может быть учтен в решении уравнения:
Где коэффициент тепловой аккумуляции штампа (i=1,4); для штампа индекс i=4:
где li – коэффициент теплопроводности материала, Вт/(м×К);
сi – удельная теплоемкость, Дж/(кг×К);
gi – плотность материала, кг/м3.
Далее определим время заливки порции расплава в штамп [3]:
где R – радиус поковки, м;
qзал – относительная температура заливки, К:
Температура перегрева расплава:
![]()
Температурный напор:
![]()
Время отвода теплоты перегрева.
Разложение функции ln в сходящийся ряд позволяет нам получить выражение, используя уравнение теплового баланса и учитывая известные объемы и площади контакта:
Из выражения, представленного в работе [4], можно определить температуру поверхности штампа при контакте с расплавом.
При образовании твердой корки толщиной x(t) температура контакта со штампом определяют из выражения:
Время отвода скрытой теплоты кристаллизации в интервале температур.
Чтобы вычислить эту составляющую общего времени затвердевания, мы прибегнем к рекомендациям, представленным в исследовании автора [3]:
Где Iэф – эффективная удельная теплота кристаллизации сплава в интервале температур [TL, TS]:

Время выдержки под давлением при затвердевании оценивается суммой компонент (8) и (12):
![]()
При использовании метода жидкой штамповки, высота Н подъема расплава в канале штампа зависит от температур заливки и штампа, скорости перемещения пуансона и геометрии канала. Для поковок цилиндрической формой в системе координат, связанной с пуансоном, и при условии непрерывности струи, авторами [5] было получено соотношение между скоростями:
где vk – скорость в канале штампа, м/с;
vп – скорость в канале штампа, м/с.
Высота подъема расплава в канале штампа до затвердевания:
![]()
При проведении моделирования мы будем использовать известные теплофизические характеристики штампуемого сплава, вещества, заполняющего зазор между пуансоном и матрицей, а также материала инструмента [6].
Результаты математического моделирования.
На рис. 2 представлен график процесса затвердевания цилиндрической поковок сплава АК12 при штамповке жидкого металла. На графике видно, что повышается температура кристаллизации при увеличении внешнего давления, развиваемого прессом.
На основании экспериментальных данных из работы [7] можно утверждать, что повышение давления сопровождается значительным увеличением температуры плавления алюминия. Эти результаты подтверждают достоверность наших расчётов.
Тот объем расплава, который еще не затвердел до приложения давления, автоматически считается переохлажденным относительно новой начала кристаллизации, что в последствии приводит к возникновению центров кристаллизации. Работает следующая закономерность: чем большее давление будет приложено к расплаву или чем ниже будет температура расплава, тем большее переохлаждение будет достигнуто относительно новой температуры кристаллизации, и тем при затвердевании образуется более мелкозернистая структура.
В ходе исследования в заданном диапазоне давлений (50-225 МПа) было установлено, что связь между давлением и температурой практически линейна.
С увеличением температуры поверхности контакта возрастает необходимое время для охлаждения и снятия теплоты от перегретого состояния (Рис.3).
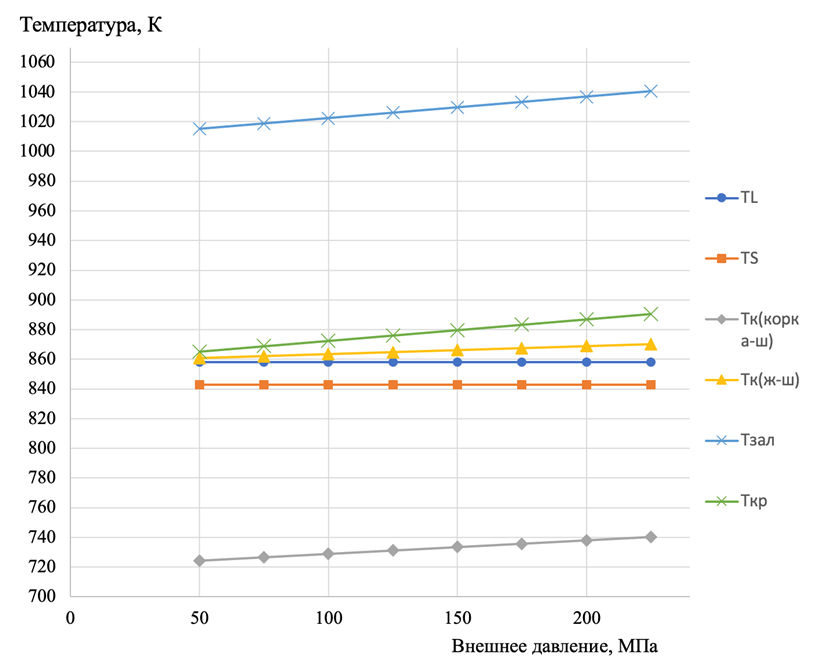
Рис. 2 График зависимости температурных факторов от внешнего давления
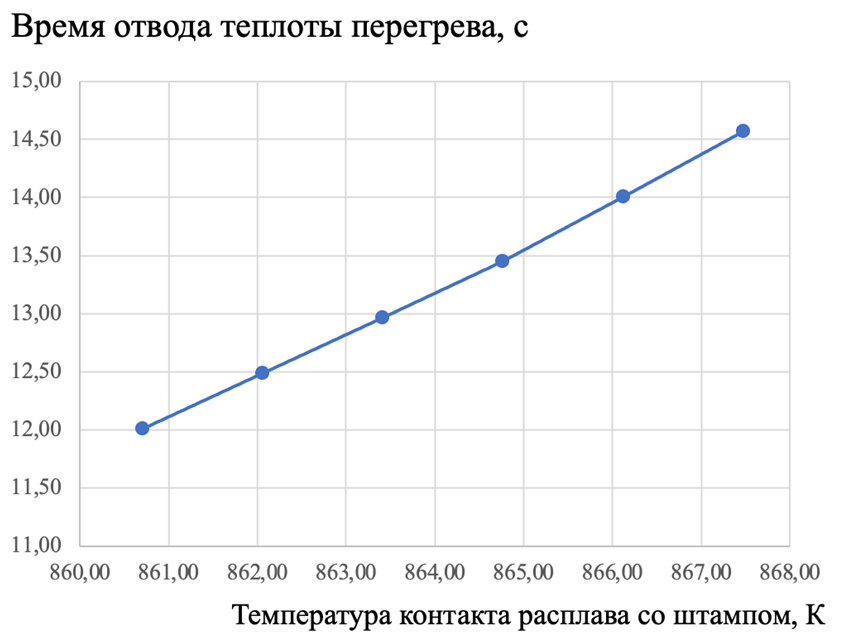
Рис. 3 График зависимости времени отвода температуры перегрева от температуры поверхности контакта
Выводы.
Разработанная математическая модель затвердевания сплавов предоставляет описать особенности затвердевания в определенном диапазоне температур. С применением этой модели мы провели расчеты, определив температурные и временные параметры для технологического процесса кристаллизации алюминиевого сплава АК12 под воздействием давления. Контроль этих параметров дает возможность влиять на процессы затвердевания и формирования структуры цилиндрических поковок. Управление этими параметрами позволяет использовать эти результаты для оптимизации производственного процесса и достижения желаемых характеристик получаемых поковок.
Список литературы
- Сосенушкин Е. Н., Французова Л. С., Яновская Е. А., Кинжаев Т. А. Моделирование и освоение технологии штамповки кристаллизующегося металла // Металлург. 2018. № 3. С. 25–29.
- Вейник А. И. Тепловые основы теории литья. — М: Машгиз, 1960. — 436 с.
- Баландин Г. Ф. Теория формирования отливки: Основы тепловой теории. Затвердевание и охлаждение отливки. — М: Изд-во МГТУ им. Н. Э. Баумана, 1998. — 360 с.
- Сосенушкин Е. Н. Штамповка кристаллизующегося металла // Вестник МГТУ «Станкин». 2010. № 2. С. 12–20.
- Кирдеев Ю. П., Белоусов И. Я., Ракогон А. И. Изготовление деталей с высокими тонкими стенками штамповкой кристаллизующегося алюминия // Кузнечно- штамповочное производство. 2002. № 3. С. 9–11.
- Бабичев А. П., Бабушкина Н. А., Братковский А. М. и др. Физические величины: справочник; под ред. И. С. Григорьева, Е. З. Мейлихова. — М: Энергоатомиздат, 1991. — 1232 с.
- Кириичев М. В., Михеев M. A., Эйгенсон Л. C. "Теплопередача." Госэнергоиздат, 1940.



