
Циклограмма сборки изделия представляет собой графическую последовательность технологических операций, переходов и сборочных приемов, а также затрат времени на их выполнение. С помощью построения данных циклограмм возможно:
- определение общего времени сборки одного или нескольких изделий;
- оптимизация технологического процесса с целью уменьшения времени сборки изделия;
- оптимизация времени сборки партии изделий.
Так как в изделие часто может входить несколько узлов и комплектов, с помощью циклограммы сборки возможно эффективно перераспределить этапность сборки так, чтобы уменьшить такт выпуска собираемых изделий. Это возможно исходя из того, что каждый узел или комплект может быть собран отдельно и, достигнув необходимого для дальнейшей сборки количества, может собираться далее непрерывно. После сборки всего объема необходимых узлов или комплектов высвобождается рабочая сила, которая может быть направлена на другие, еще не завершенные в полном объеме сборочные операции. Таким образом, возможно сокращение общего времени сборки партии изделий [1].
Реализация данного подхода возможна при:
- наличии рабочих, коэффициент загрузки которых меньше 1;
- возможности параллельной сборки одних и тех же изделий, узлов или комплектов несколькими работниками при наличии всех необходимых комплектующих (в том числе, собранных ранее единиц).
Если использование данного подхода возможно, то циклограмма сборки одного изделия применима и эффективна только для первого собираемого изделия в партии, так как последующие сборочные операции могут без вреда для технологического процесса выполняться вне привязки к данной циклограмме.
Используя данный подход, возможно увеличение коэффициента загрузки работников и, как следствие, сокращение времени сборки партии изделий.
Пример:
В качестве примера рассмотрим схему сборки одноступенчатого цилиндрического редуктора:
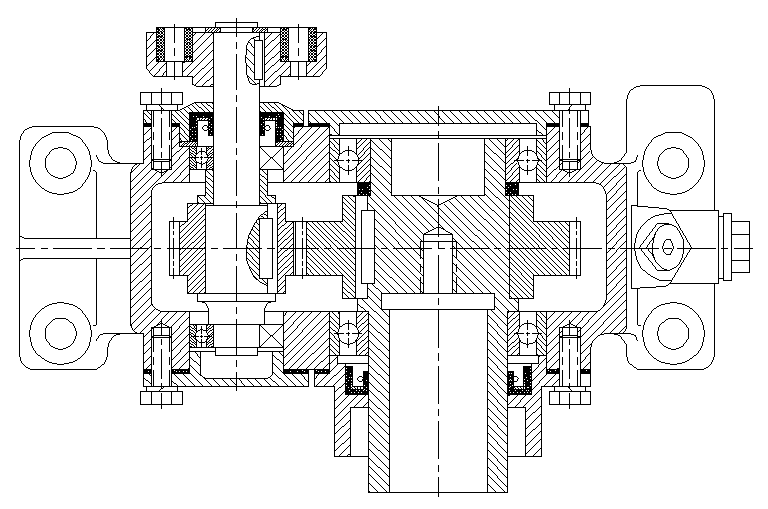
Рисунок 1. Редуктор цилиндрический одноступенчатый
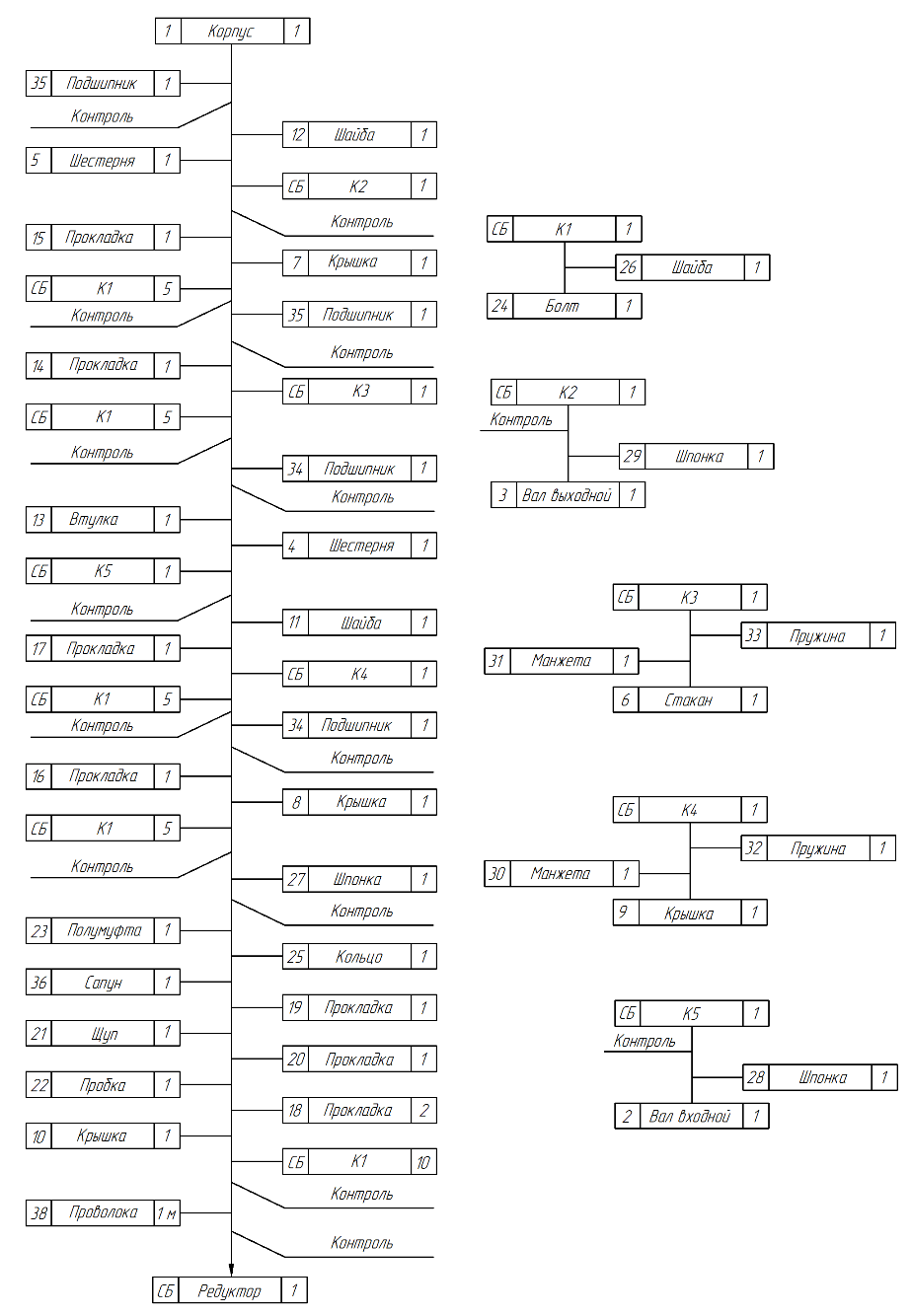
Рисунок 2. Схема сборки редуктора.
Выделим штучные времена, за которые осуществляется общая сборка и сборка комплектов. Также выделим время востребованности, через которое при общей сборке потребуется использование каждого из комплектов, а также их количество.
Таблица 1.
Информация о сборочных операциях
|
Операция |
Штучное время сборки, мин |
Время востребованности |
Количество |
|
Общая сборка |
73,83 |
- |
1 |
|
Сборка К1 |
0,16 |
8,57 |
30 |
|
Сборка К2 |
3,84 |
4,35 |
1 |
|
Сборка К3 |
1,44 |
17,58 |
1 |
|
Сборка К4 |
1,44 |
31,76 |
1 |
|
Сборка К5 |
3,84 |
27,79 |
1 |
Общее время сборки редуктора: 89,24 мин
Построим циклограмму сборки редуктора:
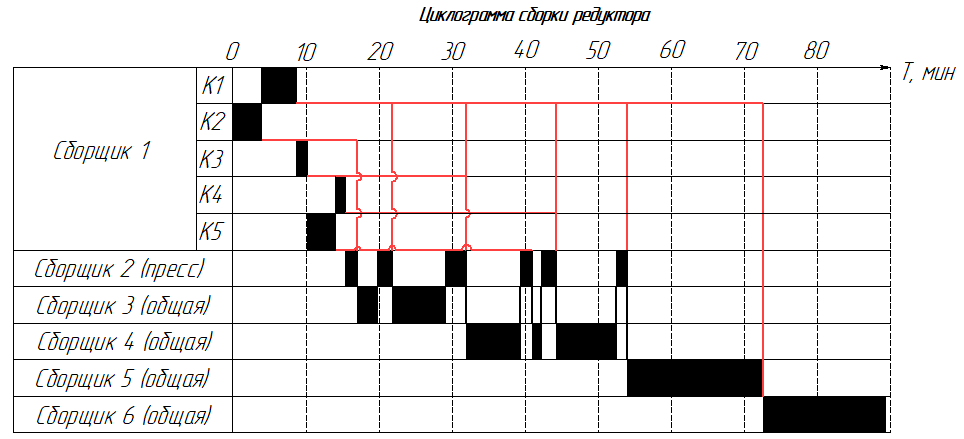
Рисунок 3. Циклограмма сборки редуктора
Затем построим циклограмму сборки двух редукторов при не измененном цикле сборки:
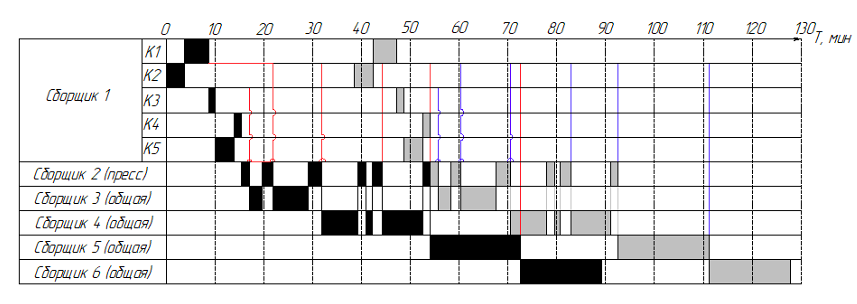
Рисунок 4. Циклограмма сборки двух редукторов до оптимизации
Перестроим циклограмму так, чтобы цикл сборки второго редуктора был оптимизирован исходя из цикла сборки первого редуктора:
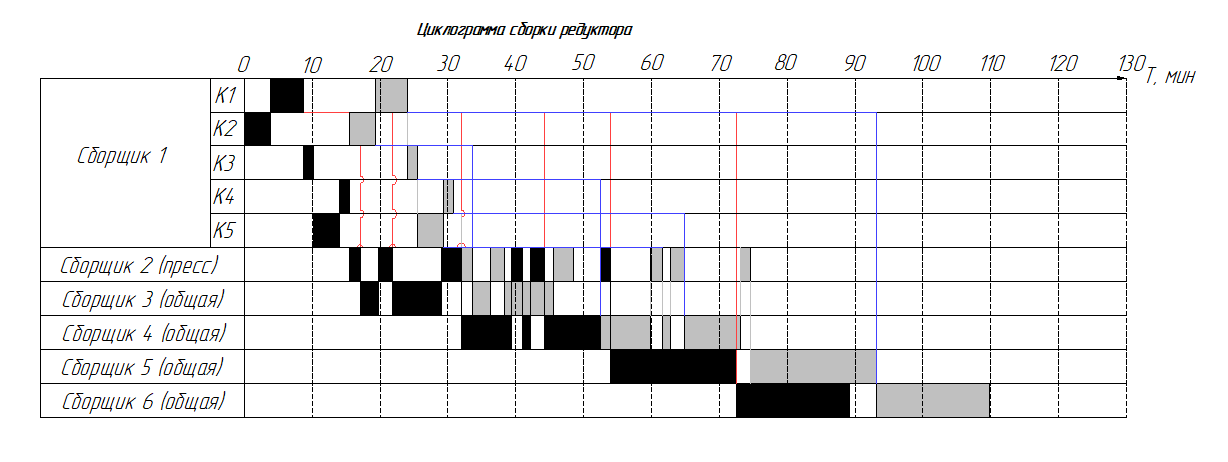
Рисунок 5. Циклограмма сборки двух редукторов после оптимизации
Таким образом, удалось сократить время сборки двух редукторов.
Заключение
Оптимизируя циклы сборки последующих редукторов возможно:
- значительное увеличение коэффициента загрузки сборщиков;
- сокращение общего времени на сборку партии редукторов;
- уменьшение такта выпуска редукторов в партии.
Список литературы
- Кравченко Л.С. Разработка технологического процесса сборки – М.: Харьков: Национальный технический университет «Харьковский политехнический институт», 2004. – 100 с.



