
С целью выявления рисков и возможных последствий непреднамеренного использования контрафактной продукции ООО «КОНТУР-НИИРС», было принято решение о проведении оценки рисков методом FMEA-анализа, положенным в основу ГОСТ Р 27.303 [1]. Решение о необходимости проведения FMEA-анализа было обусловлено тем, что производственный план систематически не выполнялся в нужном объеме и оставлял за собой места с необходимостью улучшений и доработок. FMEA способствует формированию нового образа мышления современного научно-технического обеспечения качества и позволяет [2]:
- снизить количество вносимых изменений на производственной стадии;
- исключить ошибки и связанные с ними дефекты, что в свою очередь избавляет организацию от рекламаций, судебных исков и значительных затрат на устранение дефектов;
- повысить эффективность проведения контроля.
Графически данные достоинства можно представить в виде графика применения FMEA-анализа (Рисунок 1).
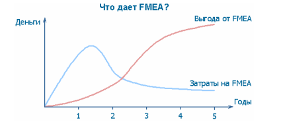
Рисунок 1. Выгода от применения FMEA [3]
FMEA осуществляется либо до появления несоответствия, либо сразу после его выявления, либо причин, приводящих к его появлению, чтобы не допустить последствий и максимально снизить их риск. Работа по применению FМЕА на данном предприятии проходила по следующему алгоритму.
На первом этапе на основе распоряжения руководства был назначен ведущий FMEA, и была сформирована межфункциональная квалифицированная команда. Ведущим специалистом FMEA был назначен начальник службы качества. Он определил состав команды специалистов для проведения FMEA, куда вошли: инженер-технолог, инженер-конструктор, начальник бюро внешней кооперации, начальник ОТК и начальник производственного участка.
На втором этапе одновременно с формированием команды был произведен сбор данных, предъявляемых к продукции в целом и отдельным ее компонентам. Данные содержали необходимую для работы команды специалистов информацию.
На третьем и четвертом этапах межфункциональная квалифицированная команда, путем использования методов решения задач, таких как «мозговой штурм» и других, должна выявить потенциальные несоответствия. По результатам обсуждения составляется список потенциальных несоответствий рассматриваемой проблемы, где описание каждого вида несоответствия заносится в протокол, составленный в виде Таблицы 1.
Таблица 1.
Список потенциальных несоответствий
|
№ |
Потенциальное несоответствие |
|
1 |
Контрафакт остался неидентифицированным |
|
2 |
Контрафакт значительно отличается характеристиками от оригинала |
|
3 |
Контрафакт незначительно отличается характеристиками от оригинала |
|
4 |
Контрафакт идентичен характеристикам оригинала |
|
5 |
Контрафакт имеет характеристики лучше оригинала |
На финальном этапе проводится экспертный анализ, определенных на предыдущих этапах, параметров. Руководствуясь оценками экспертов, определяются такие параметры, как:
а) балл значимости S (параметр тяжести последствий) при помощи Таблицы 2 [1];
Таблица 2.
Определение критерия тяжести последствий
|
Последствие |
Балл, S |
|
Опасное без предупреждения. Критично для выполнения |
10 |
|
Опасное с предупреждением. Потребителю может угрожать опасность |
9 |
|
Очень важное. Потребитель очень недоволен. |
8 |
|
Важное. Потребитель неудовлетворен |
7 |
|
Умеренное. Потребитель испытывает дискомфорт |
6 |
|
Слабое. Потребитель испытывает некоторое неудовлетворение |
5 |
|
Очень слабое. Несоответствие замечает большинство потребителей (более 75%) |
4 |
|
Незначительное. Несоответствие замечает 50% потребителей. |
3 |
|
Очень незначительное. Несоответствие замечает разборчивый потребитель (менее 25%). |
2 |
|
Отсутствует. Никакого заметного последствия. |
1 |
б) балл возникновения О (параметр частоты возникновения), при помощи Таблицы 3[1];
Таблица 3.
Определение параметра частоты возникновения несоответствий
|
Оценка вероятности возникновения |
Балл, O |
|
Очень высокая: постоянные несоответствия |
10 9 |
|
Высокая: частые несоответствия |
8 7 |
|
Умеренная: случайные несоответствия |
6 5 |
|
Относительно низкая: относительно мало несоответствий |
4 3 |
|
Низкая: несоответствие маловероятно |
2 1 |
в) балл обнаружения несоответствия D при помощи Таблицы 4[1];
Таблица 4.
Определение критерия обнаружения несоответствия
|
Обнаружение |
Критерии: вероятность обнаружения дефекта при контроле процесса до следующего. |
Балл, D |
|
Почти невозможно |
Нет известного средства или контроля для обнаружения вида дефекта в производственном процессе |
10 |
|
Очень плохое |
Очень низкая вероятность обнаружения вида дефекта действующими методами и средствами контроля |
9 |
|
Плохое |
Низкая вероятность обнаружения вида дефекта действующими методами и средствами контроля |
8 |
|
Очень слабое |
Очень низкая вероятность обнаружения вида дефекта действующими методами и средствами контроля |
7 |
|
Слабое |
Низкая вероятность обнаружения вида дефекта действующими методами и средствами контроля |
6 |
|
Умеренное |
Умеренная вероятность обнаружения вида дефекта действующими методами и средствами контроля |
5 |
|
Умеренно хорошее |
Умеренно высокая вероятность обнаружения вида дефекта действующими методами и средствами контроля |
4 |
|
Хорошее |
Высокая вероятность обнаружения вида дефекта действующими методами и средствами контроля |
3 |
|
Очень хорошее |
Очень высокая вероятность обнаружения вида дефекта действующими методами и средствами контроля |
2 |
|
Почти наверняка |
Действующий контроль почти наверняка обнаружит вид дефекта. |
1 |
Результаты работы экспертов по выбору значений S, O, D из рассматриваемых таблиц по каждому потенциальному несоответствию представлены на Рисунке 2.

Рисунок 2. Выставление экспертами показателей S, O, D
В результате экспертной оценки выяснилось, что первые три потенциальных несоответствий обладают наивысшей (7-10 баллов) значимостью (балл «S»), что подчеркивает важность недопущения их появления. Параметры частоты возникновения и обнаружения (баллы «O» и «D») показывают, что все несоответствия возникают примерно с одинаковой вероятностью, но сосуществующих средств контроля может быть вполне достаточно, чтобы обнаружить их вовремя.
На пятом этапе после получения экспертных оценок S, О, D вычисляется обобщенная количественная характеристика объекта анализа - приоритетное число риска (ПЧР) по Формуле (1):
ПЧР = S × О × D, (1)
где S – значимость последствий несоответствия; О – вероятность возникновения несоответствия; D – вероятность обнаружения несоответствия по данной причине [1].
Каждое ПЧР имеет значение от 1 до 1000, где максимальное ПЧР = 10 × 10 × 10 = 1000 – наихудшее состояние; минимальное ПЧР = 1 × 1 × 1 = 1 – лучшее достижимое состояние. Результат представлен в Таблице 5.
Таблица 5.
Определение числа ПЧР
|
Название несоответствия |
S |
O |
D |
ПЧР |
|
Контрафакт остался неидентифицированным |
9 |
4 |
5 |
180 |
|
Контрафакт значительно отличается характеристиками от оригинала |
10 |
7 |
2 |
140 |
|
Контрафакт незначительно отличается характеристиками от оригинала |
7 |
5 |
3 |
105 |
|
Контрафакт идентичен характеристикам оригинала |
4 |
4 |
3 |
48 |
|
Контрафакт имеет характеристики лучше оригинала |
1 |
1 |
3 |
3 |
Самыми критичными несоответствиями, оказывающими непосредственное влияние на увеличение рисков непреднамеренного использования контрафактной продукции, были выявлены:
- Контрафакт остался неидентифицированным – 180 ПЧР;
- Контрафакт значительно отличается характеристиками от оригинала – 140 ПЧР;
- Контрафакт незначительно отличается характеристиками от оригинала – 105 ПЧР.
По итогам проведения FMEA-анализа были определены три несоответствия, наиболее сильно влияющие на возникновения риска непреднамеренного использования контрафактной продукции. Эти несоответствия необходимо выявлять до попадания их в производственные процессы. Для остальных несоответствий ПЧР невелико, что позволяет сосредоточить ресурсы и усилия только на критичных несоответствиях.
Список литературы
- ГОСТ Р 27.303-2021. «Надежность в технике. Анализ видов и последствий отказов». М.: 2021 – 66 с.
- ГОСТ Р ИСО 13053-2-2015. «Статистические методы. Количественные методы улучшения процессов Шесть сигм. Часть 2. Методы». М.: 2016 – 43 с.
- ООО «Новое качество», Анализ видов, последствий и причин потенциальных несоответствий (FMEA) – Текст: Электронный С. 3-22. URL: https://new-quality.ru/lib/fmea.html (дата обращения 01.05.2025)



