
Сертифицированное по стандартам серии ИСО 9000 предприятие должно выполнять множество требований стандарта, в том числе и требование по идентификации и прослеживаемости, изложенное в пункте 8.5.2 стандарта ГОСТ Р ИСО 9001-2015. Данное требование гласит, что организация должна использовать подходящие способы для идентификации выходов, когда это необходимо для обеспечения соответствия продукции и услуг [1]. Выходы процесса не могут существовать сами по себе, их обязательно должен потреблять следующий участник технологического процесса, а иначе процесс будет работать вхолостую, для этого их и нужно прослеживать. Выходы процесса могут быть материальные - в виде продукта и нематериальные - в виде информации, решения или услуги. Внутри организации каждый процесс имеет свои входы и выходы, например для слесаря-сборщика и, соответственно, производственного процесса сборки входом будет являться скомплектованный набор деталей и сборочных единиц, который, в свою очередь, являлся выходом процесса комплектовки, произведенным диспетчером (Рисунок 1).
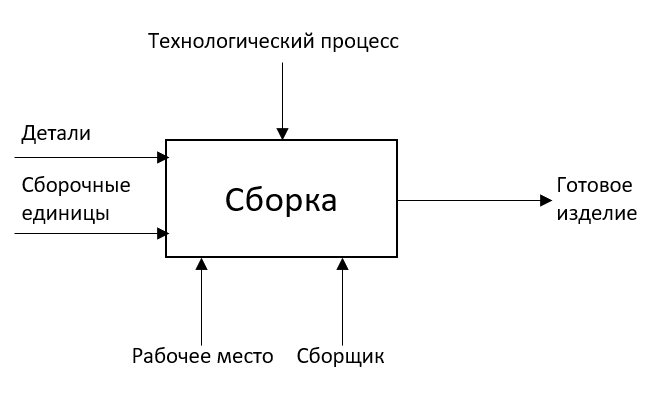
Рисунок 1. Процессных подход сборки
Выход в результате такого процесса будет материальным, примером нематериального выхода можно обозначить техническое задание, сформированное на этапе опытно-конструкторских и технологических работ. Именно на такие входы и выходы распространяется требование стандарта ГОСТ Р ИСО 9001-2015 в качестве идентификации и прослеживаемости.
Каждое предприятие исполняет данное требование по-разному, но все придерживаются одной цели – обеспечить производство необходимыми средствами по прослеживаемости выходов, для стабильной и эффективной работы каждого процесса, задействованного в производстве продукции. Основным же способом является маркировка и присвоение идентификационного номер, предполагающим, что каждому выходу присваивается уникальный идентификатор (серийный номер), который позволяет однозначно определить его происхождение, состав, дату производства и другие важные характеристики. Обычно, маркировку присваивают физическим способом – наклейка, шильдик или сопроводительная документация, в которой и содержится все необходимая информация о текущем состоянии объекта, проделанных операциях и её статус. Достоинства и недостатки такого способа идентификации представлены в Таблице 1.
Таблица 1.
Достоинства и недостатки физической идентификации
|
Достоинства |
Недостатки |
|
Простота в реализации и использовании |
Возможность утери или порчи |
|
Низкая стоимость внедрения |
Необходимость в постоянном отслеживании статуса вручную |
|
|
Подверженность неправомерному изменению информации |
|
|
Неудобство в чтении и считывании информации |
Как видно из Таблицы 1, такой способ несет в себе больше недостатков, чем достоинств, поэтому на предприятиях и возникает потребность в совершенствовании процесса идентификации и прослеживаемости. С возникновением новых технологий компьютеризации повысилось и количество возможных способов электрифицировать данную процедуру. За основу стало популярно брать присвоение штрих или QR-кодов каждому входу и выходу процессов для обеспечения их дистанционной отслеживаемости, статуса и состояния. Штриховой код представляет собой графическую информацию, которая наносится на поверхность, посредством этого кода производят маркировку и упаковку изделия [2]. Такой способ позволит присвоить каждому материальному выходу процесса свой идентификационный номер, который будет нанесен в виде наклейки с кодом, считывание которого поставит отметку о местонахождении и статусе каждого выхода. Внедрение такого способа идентификации и прослеживаемости позволит организации дистанционно отслеживать статус, состояние, количество и любую другую необходимую информацию каждого выхода с присвоенным ему кодом, зашифрованным в виде штрих или QR-кода, примерное оформление программы отслеживания кодов представлено в Таблице 2.
Таблица 2.
Интерфейс программы отслеживания
|
№ |
Обозначение |
Количество шт. |
Статус |
Дата последнего изменения |
|
432-25 |
ТЮКН.232144.213 |
10 |
Ожидает транспортировки на слесарный участок |
21.12.2024; 14-53 |
|
433-25 |
Сталь А20 ГОСТ 1050- 2013 |
2 |
Передано на ленточно-отрезную операцию |
22.12.2024; 08-22 |
|
434-25 |
РБДН.234112.005 |
87 |
Операция упаковки |
22.12.2024; 11-00 |
В программе будет учитываться статус каждого номера с датой последнего изменения. Тем самым, на каждом участке, задействованном в производственных процессах, будет расположен свой сканер кодов, которым будет пользоваться каждый исполнитель.
Как итог, вместо постоянного редактирования физических наклеек и отслеживанием статуса операционных выходов вручную, на производство была внедрена система дистанционного отслеживания статуса объектов, позволяющей существенно снизить трудоемкость отслеживания, увеличив его эффективность, практически полностью исключив недостатки физической идентификации, представленных в Таблице 1.
Список литературы
- ГОСТ Р ИСО 9001-2015 Системы менеджмента качества. Требования. – Москва, Стандартинформ, 2015 – 24 с.
- Архиреева Е.А. Оптимизация процесса идентификации и прослеживаемости продукции путём применения кодов DATA MATRIX в машиностроении // ХИМИЯ. ЭКОЛОГИЯ. УРБАНИСТИКА. – 2021. – С. 368-372

