
Для решения задачи поддержания заданной температуры охлаждающих жидкостей применяемых для охлаждения индукторов, рубашек охлаждения каналов индукторов и поддержания заданной температуры в зоне кристаллизации меди печи апкастового литья в данной статье предлагается централизованная система на основе ПЛК Siemens S7-1200. Система на базе центрального устройства CPU 1215C 6ES7215-1BG40-0XB0 в качестве основного устройства управления, сенсорной панели оператора SIMATIC HMI KTP400 BASI 6AV2123-2DB03-0AX0 и модуля аналогового ввода 4 AI термоэлемент TC 6ES7231-5QD32-0XB0, используя датчики температуры, определяет интенсивность отвода тепла с рабочих органов, температуру охлажденных теплоносителей и температуры охлаждающих жидкостей, подающихся в рабочие органы. В зависимости от количества подключенных кристаллизаторов, интенсивности нагрева расплава, определяется интенсивность работы охлаждающих устройств и положение заслонки 3-ходового крана. Клиент посредством SCADA-системы MasterSCADA может удаленно контролировать состояние системы и вносить изменения в её работу. Конструктивно система проста и надежна, имеет возможность дублирования различных элементов на случай поломки или проведения плановых профилактических работ.
Общепромышленные системы охлаждения не отличаются достаточной надежностью и не позволяют обеспечить необходимую точность поддержания температуры. Как правило, они используют один элемент охлаждения и не предусматривают безостановочной работы в течения продолжительного (от полугода, до полутора лет) времени. Ввиду указанных выше недостатков общепромышленных систем охлаждения в системе охлаждения печи апкастового литья, используется частичное дублирование элементов при котором элементы охлаждающих контуров работающие совместно в штатном режиме, в случае аварии или проведения плановых профилактических работ могут заменять друг друга.
Архитектура
Системы
Централизованная система на основе ПЛК Siemens S7-1200 выполняет следующие функции:
- Предоставление возможности оперативно изменять температуры охлаждающих жидкостей
- Автоматическое поддержание заданных параметров.
- Отображение состояния исполнительных механизмом и параметров системы.
- Оповещение персонала о нештатных ситуациях.
Структурная схема (рис. 1) демонстрирует архитектуру системы которая управляет поддержанием температуры.
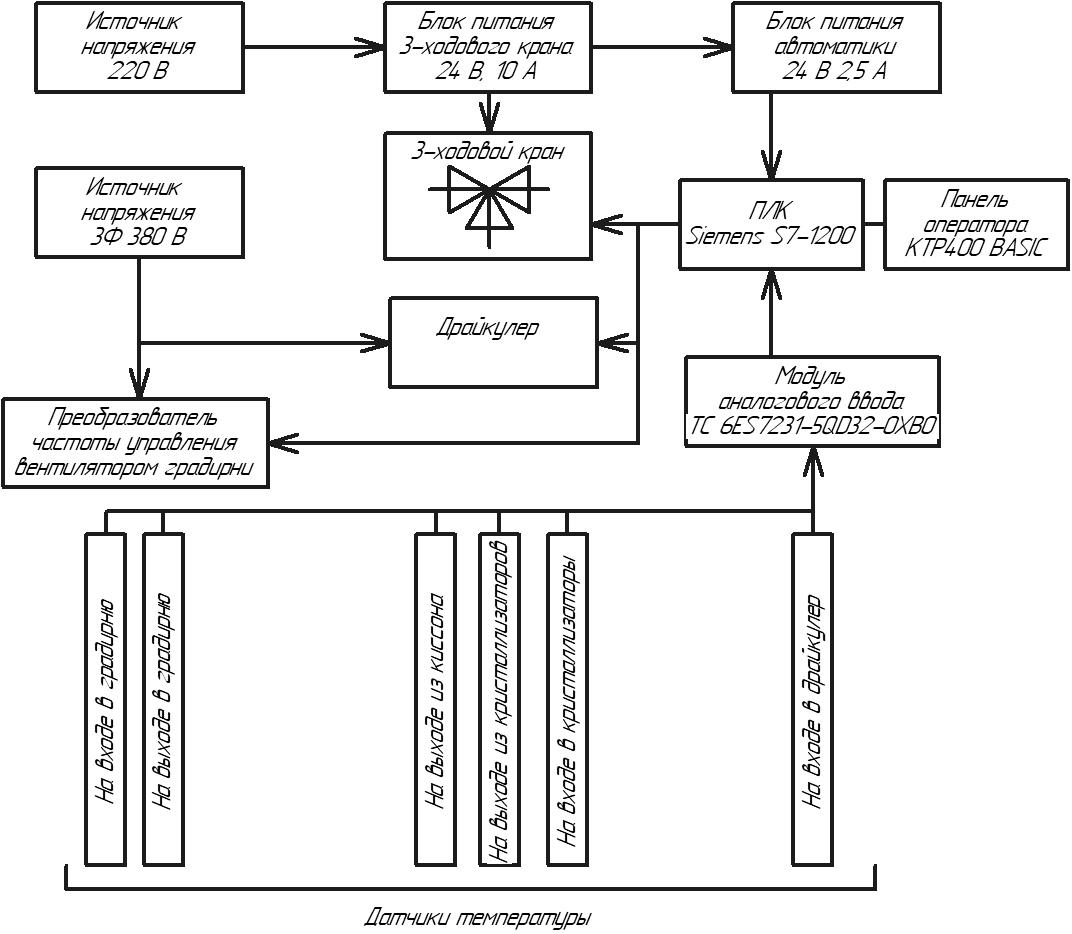
Рис. 1. Структурная схема централизованной системы управления.
На рисунке 1 представлена структурная схема системы. Система имеет два независимых контура: первый контур это контур охлаждения индукторов и рубашек каналов индукторов и второй контур это контур поддержания заданной температуры в зоне кристаллизации меди.
В первом контуре в качестве охладителя используется антифриз и обеспечивает охлаждение элементов индукционного нагрева. Ввиду чего температура охладителя может находиться в широком диапазоне, главная его задача: не допустить перегрева оборудования. Но вместе с тем должна быть обеспечена высокая надежность, т. к. остановка его работы приводит к выключению нагрева, остыванию расплава и, соответственно, к перефутировке печи, расходы на которую достигают несколько миллионов рублей. Надежность протока обеспечивается дублированием насосов и отдельной системой управления ими. Надежность охлаждения обеспечивается применением двух блоков драйкулеров с независимой системой обдува и параллельным подключением. Такое подключение при необходимости обеспечивает увеличение охлаждающей способности в жаркие месяцы, увеличение срока службы вентиляторов за счет попеременной работы, когда хватает охлаждающей способности одного блока и позволяет производить ремонт или плановое обслуживание каждого блока.
Во втором контуре в качестве охладителя используется умягченная вода. Это контур служит для точного поддержания температуры в зоне кристаллизации меди. Основным элементом охлаждения является градирня. Точность поддержания температуры обеспечивает 3-ходовой кран с электроприводом и аналоговым управлением. Посредствам регулирования частоты вращения вентилятора градирни, осуществляется охлаждение воды поступившей с кристаллизаторов до температуры на 1-2 градуса ниже необходимой для подачи в кристаллизатор. Эта охлажденная вода поступает в кессон, откуда смешиваясь в 3-ходовом кране с горячей водой из кристаллизаторов до заданной температуры, поступает обратно в кристаллизаторы. Надежность протока в данном контуре обеспечивается дублированием циркуляционных насосов и отдельной системой охлаждения. Надежность системы охлажения обеспечивается за счет того, что на время ремонта или профилактики 3-ходового крана градирня выводится на заданную температуру и может работать в таком режиме достаточно долго. Но должна быть обеспечена стабильность работы апкаста, т.к. система становится высокоинерционной и не терпит резкого изменения скорости апкаста и количества кристаллизаторов. В случае ремонта или технического обслуживания градирни 3-ходовой кран может обеспечить некоторое время работы печи за счет накопленной охлажденной воды в кессоне.
В системе управления было использовано следующее оборубование Siemens:
- SIMATIC HMI, ПАНЕЛЬ ОПЕРАТОРА KTP400 BASIC
SITOP PSU100S 24 V/2,5 A, СТАБИЛИЗИРОВАННЫЙ БЛОКПИТАНИЯ, ВХОД: ~120/230 В, ВЫХОД: =24 В/2,5 ASITOP PSU100S 24 V/10 A, СТАБИЛИЗИРОВАННЫЙ БЛОК
- ПИТАНИЯ, ВХОД: ~120/230 В, ВЫХОД: =24 В/10 A
SIMATIC S7-1200, МОДУЛЬ АНАЛОГОВОГО ВВОДА SM
- 1231 RTD 8 X AI RTD, 8-КАНАЛЬНЫЙ МОДУЛЬ ТЕРМОСОПРОТИВЛЕНИЙ
- SIMATIC S7-1200, КОМПАКТНОЕ CPU 1215C,
- ЧАСТОТНЫЙ ПРЕОБРАЗОВАТЕЛЬ В СОСТАВЕ: СИЛОВОЙ МОДУЛЬ SINAMICS G120P PM230 и SINAMICS G120 БЛОК УПРАВЛЕНИЯ CU230P-2 PN
Список литературы
- SIMATIC HMI KP400 Basic color PN KTP400 Basic color PN [Электронный ресурс]. – Режим доступа: URL
- SIMATIC S7 S7-1200 Programmable controller [Электронный ресурс]. – Режим доступа: URL https://support.industry.siemens.com/cs/document/109759862/simatic-s7-s7-1200-programmable-controller?dti=0&dl=en&lc=ru-RU



