
Фазовые переходы и агрегатные состояния играют важную роль в свойствах цветных металлов и их сплавов. При различных условиях окружающей среды, таких как температура и давление, цветные металлы и сплавы могут находиться в твердом, жидком или газообразном состояниях.
Переход металла из одного агрегатного состояния в другое сопровождается изменениями в скорости и амплитуде колебаний атомов и внутримолекулярной структуры. При повышении температуры твердого металла, скорость колебаний атомов увеличивается, приводя к разрушению кристаллической структуры и переходу в жидкое состояние. Дальнейшее повышение температуры приводит к процессу парообразования, когда некоторые атомы отрываются от массы жидкого металла.
Обратный процесс, переход металла из жидкого состояния в твердое, связан с образованием кристаллической решетки и строго упорядоченным расположением атомов.
Понимание фазовых переходов и агрегатных состояний цветных металлов имеет важное значение для изучения и применения этих материалов. Они определяют их свойства и поведение при различных условиях, что позволяет разрабатывать новые применения и улучшать технологии производства [1].
Жидкотекучесть металлов
Жидкотекучесть, как свойство металлов и сплавов, определяет их способность заполнять полость штампа и создавать качественный отпечаток. Важно отметить, что условия заполнения металлической формы и полости штампа при штамповке жидкого металла полностью идентичны.
Жидкотекучесть не ограничивается только физическими свойствами металлов, она также зависит от различных физико-химических условий, которые влияют на процесс затвердевания жидкого металла при его движении внутри металлической формы или полости штампа. Кроме того, жидкотекучесть сильно зависит от других факторов, таких как свойства металла, температурные условия, форма полости, метод подвода металла, металлостатическое давление, скорость заливки и вентиляция формы.
Определение жидкотекучести имеет относительный характер и позволяет оценить способность конкретного сплава заполнять определенную форму. Одним из наиболее распространенных методов определения жидкотекучести является отливка спиральной пробы, размеры которой указаны на рисунке 1. Длина заполненной части спирали подбирается таким образом, чтобы металл успевал затвердевать, не заполняя ее полностью.
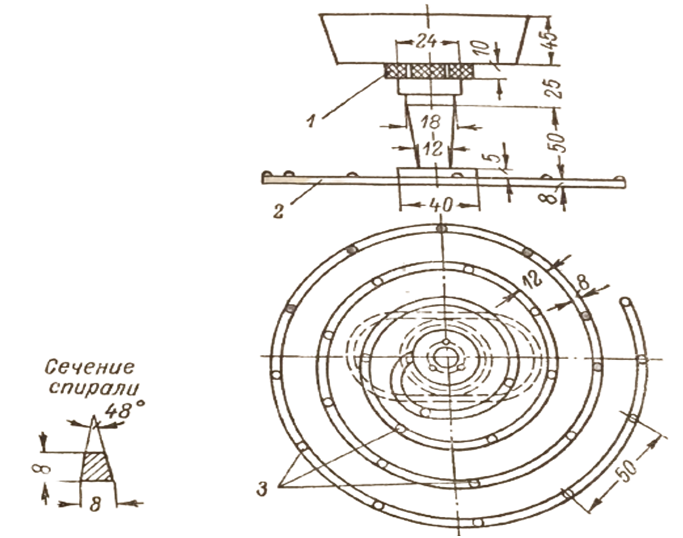
Рис. 1 Спираль для определения жидкотекучести металла
1- сетка; 2 – спираль; 3 – выступы.
Длина спирали при заливке металлом зависит от нескольких факторов, включая температуру заливаемого металла и штампа, металлостатическое давление, а также состояние поверхности формы. Чем выше температура и давление, тем больше будет длина заполненной части спирали [2].
Усадка
Усадка является характеристикой, описывающей уменьшение объема вещества под воздействием температуры и давления. Для газообразных веществ эти изменения относительно велики, так как газы имеют большую подвижность молекул. Однако для жидких и твердых тел изменения объема от давления практически незначительны, и следует обращать внимание только на изменение объема при изменении температуры.
Для определения величины линейной усадки металла проводят отливку опытных брусков. Путем сравнения длины отлитых брусков с длиной модели можно оценить линейную усадку металла. Разница между длиной модели и отлитого бруска называется абсолютной величиной линейной усадки данного металла.
Таким образом, усадка металла определяется влиянием температуры и давления на объемные изменения. Для газообразных веществ эти изменения значительны, в то время как для жидких и твердых тел они пренебрежимо малы. Оценка линейной усадки металла осуществляется сравнением длины модели и отлитого бруска, что позволяет получить представление о величине усадки данного металла.
![]()
В процессе штамповки металлов и сплавов важным параметром является их усадка. Для сравнительного представления об усадке различных материалов используется относительная усадка a, выраженная в процентах. Она рассчитывается путем деления абсолютной усадки на длину полученной отливки пробного бруска.

Относительное расширение при нагревании металла на 1С называется коэффициентом линейного расширения.
Величина объемного расширения металла может быть определена следующим образом. Допускаем, что образец имеет форму металлического кубика, сторона которого равно единице. Нагревом кубика на 10С называется расширение каждого его ребра на величину a. При этом длина каждого его ребра составит (1 + a), а объем всего кубика (1 + a)3.
Ликвация
Ликвация — это процесс обогащения определенных участков отливки более легкоплавкой составляющей данного сплава. В процессе кристаллизации различают три вида ликвации: ликвацию по удельному весу, внутрикристаллическую (дендритную) ликвацию и зональную ликвацию.
Ликвация по удельному весу проявляется тогда, когда отдельные фазы значительно отличаются по удельному весу от основного сплава. Если более тяжелая фаза кристаллизуется вначале, то ее кристаллы будут опускаться вниз, а верхняя жидкая фаза будет иметь другой состав. В противном случае, если вначале кристаллизуется более легкая фаза, то кристаллы будут скапливаться в верхней части отливки, и нижняя часть обогатится более легкоплавкой фазой с большим удельным весом.
Внутрикристаллическая ликвация (дендритная ликвация) происходит внутри кристаллов сплава. Этот процесс связан с разделением фаз на более тяжелые и более легкие компоненты внутри структуры кристалла.
Зональная ликвация характеризуется образованием зон с разным химическим составом внутри отливки. Эти зоны могут быть обусловлены различными физико-химическими условиями во время кристаллизации.
Газопоглощение
Процесс поглощения газом металлами происходит путем растворения газов из печной атмосферы или через химические реакции в расплавленном металле, в результате которых образуются растворимые газообразные продукты. Растворимость газов в металле обычно значительно возрастает при повышении температуры [3].
На рисунке 2 представлена зависимость растворимости газов в металле от температуры. Из графика видно, что с увеличением температуры металла растворимость газов также увеличивается (от участка а до б) и затем резко возрастает при достижении температуры плавления металла (от участка б до в). При дальнейшем повышении температуры расплавленного металла растворимость газов продолжает увеличиваться, однако начинает уменьшаться по мере увеличения упругости паров металла. При температуре кипения металла растворимость газов приближается к нулю (участок г - д).
Таким образом, исследование растворимости газов в металле в зависимости от температуры позволяет более полно понять влияние тепловых условий на поглощение газов металлами и является важным аспектом в процессе исследования и применения металлургических сплавов.
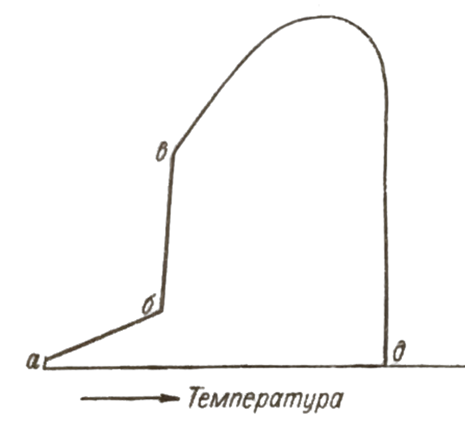
Рис. 2 Кривая растворимости газов в металле
Процесс растворения газов в металле происходит с различной скоростью при определенных температуре и давлении. В этом процессе молекулы газа распадаются на атомы, которые, растворяясь в поверхностном слое металла, проникают вглубь ванны. Постепенно, по мере насыщения раствора, скорость растворения замедляется и приближается к предельному значению, определяемому внешними условиями и концентрацией газов на поверхности металла.
Для оценки возможностей различных сплавов поглощать газы представлены следующие данные. Например, латунь способна растворить количество газов, превышающее объем самого металла в 2-3 раза. Это говорит о высокой способности латуни к газопоглощению.
Окисление
Окислы, химические соединения металла с кислородом, могут образовываться в расплавленном металле по нескольким причинам. Они могут быть результатом применения окисленной шихты, взаимодействия твердого металла с атмосферой печи или взаимодействия расплавленного металла с газообразными продуктами внутри печи [].
В любой химической реакции происходит достижение состояния равновесия, при котором в системе не происходит существенных изменений в течение продолжительного времени. Равновесие достигается благодаря одинаковым скоростям химических реакций в обоих направлениях. Для этого необходимо постоянство температуры и определенного парциального давления кислорода, которое определяет устойчивость окисла и называется упругостью диссоциации.
Изучение процессов образования окислов в металлах и их равновесия является важной задачей. Понимание факторов, влияющих на образование окислов, и контроль равновесных состояний позволяют разрабатывать эффективные методы предотвращения окисления и обеспечивать стабильность металлических материалов в различных условиях эксплуатации.
Раскисление
Раскисление металлов представляет собой химический процесс, который направлен на восстановление окислов, присутствующих в расплавленном металле, путем удаления кислорода. Основным механизмом является химическое вытеснение кислорода из окислов металлом более активным веществом.
Для проведения раскисления металлов применяются наиболее активные вещества, которые могут быть упорядочены по степени их упругости диссоциации. Каждый окисел элемента в этом ряду может быть восстановлен всеми элементами, находящимися выше него в ряду.
Изучение процесса раскисления металлов имеет важное значение, поскольку позволяет оптимизировать процессы очистки металлов от окислов и обеспечить их высокую чистоту. Выбор активных веществ и оптимальных условий проведения раскисления является ключевым фактором для достижения желаемых результатов в производстве металлических материалов.
Список литературы
- Сергеев П.С. Штамповка жидких цветных металлов и сплавов. - Л.: Суд промгиз, 1957. - 88 с.
- Вейник А. И. Тепловые основы теории литья. — М: Машгиз, 1960. — 436 с.
- Н. Л. Красильщик, К. Н. Смирнова Штамповка жидкого металла. – М.: Машгиз, 1962. – 35с.



