
В современных ЧПУ одним из главных узлов является интерполятор, он преобразует заданную программу от компьютера непосредственно в управление изменение положения инструмента для обеспечения траектории и скорости его движения. Траектория движения инструмента относительно заготовки задается координатами отдельно взятых точек, они так же называются опорными. Характер движения инструмента между этими точками определяется заданной интерполяцией.
На данный момент в системах ЧПУ используются два основных типа интерполятора: линейные и линейно - круговые. В первом случае перемещение инструмента происходит между соседними точками по прямой, которые могут располагаться под любым углом. Во втором случае инструмент может двигаться как по прямым линиям, так и по дугам окружностей. При использовании второго способа интерполяции кроме опорных точек должны быть заданы центра окружности дуг. Многие ЧПУ станки для перемещения инструмента получают дискретную команду.
Интерполяция позволяет распределить информацию поступающие с компьютера на импульсы управления приводами подач для перемещения инструмента максимально близко к заданной траектории. При интерполяции в меньшей степени происходит контроль за значением импульса. Дискретность перемещения одного управляющего импульса, выделенного интерполятором берется в миллиметрах. Конструктивно станки с ЧПУ за счет датчиков обратной связи и двигателей подачи инструмента, обеспечивают выполнение дискретности с точностью до 0,001 мм.
При программировании станка с линейными интерполяторами криволинейный контур его замещают ломанной линией, такая замена называется аппроксимацией контура. Для аппроксимации контура требуется наименьшее отклонение ломанной линии от заданного контура. Чтобы этого добиться надо увеличить количество опорных точек, что в свою очередь увеличит объем вычислений для координат. Но при работе число опорных точек берется минимально допустимое, чтобы максимальное отклонение не выходило за границы допуска. Данное отклонение берётся 10% от размеров заданного контура. Так как программы для линейно-круговые интерполяторы записывают только координаты конечных точек дуг каждого радиуса и координаты центров они считаются более простыми.
На Рис. 1 представлена красным кривая, а с права её аппроксимация.
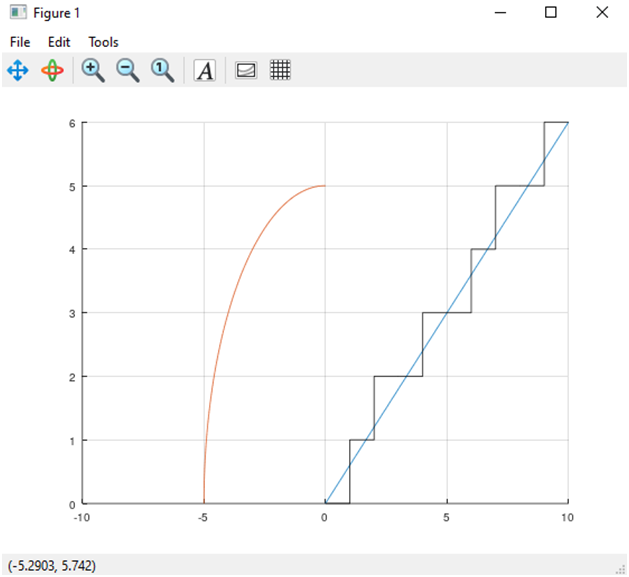
Рис. 1
Использование круговой интерполяции может быть только в том случае, когда контур описывается только дуг окружность радиус которых известен. В случае если дуга не является участком окружности данный метод использовать не получится, в таком варианте нужно воспользоваться аппроксимацию криволинейного контура при помощи участков дуг окружности или использовать линейную интерполяцию с аппроксимацией. Круговая интерполяция в основном используется при токарных обработках, так как тела вращения контур при обработке можно описать при помощи дуг окружностей. При программировании фрезера используется центр фрезы в качестве определяющего траекторию движения, но в токарной обработке обычно при программировании берётся траектория движения вершины резца. Для обеспечения формирования правильной поверхности данная траектория берется только относительно к заданному контуру в виде равно удалённых кривых. При фрезерной обработке длиной на которую отдаляется траектория является радиус фризы.
Список литературы
- В. П. Легаев, А. А. Кобзев, Л. К. Генералов; Федеральное агентство по образованию, Гос. образовательное учреждение высш. проф. образования Владимирский гос. ун-т. - Владимир : Изд-во Владимирского гос. ун-та, 2010. - 165, с.
- Кобзев А.А., Генералов Л.К. Модельное управление точностью обработки резанием. // Вестник машиностроения № 12, 2009, с.



