
Введение
Цель работы: повышение надёжности ГПА является основной целью моей работы. Моя работа позволит добиться надежности на объектах добычи углеводородного сырья.
В результате работы: проведен анализ неисправностей, возникающих в процессе эксплуатации газотурбинной установки (ГТУ); проведен анализ методов неразрушающего контроля ГТУ; определена оптимальная форма технического обслуживания ГТУ; проведен расчет термогазодинамических параметров ГТУ.
В качестве привода обычно используют газовые турбины (стационарные, авиационные и судовые) и электродвигатели. Соединение газовой турбины или электродвигателя с центробежным нагнетателем осуществляют либо через повышающий редуктор (обязательно для электропривода и, как исключение, для некоторых типов газовых турбин), либо непосредственно через муфты.
Описание работы
Газоперекачивающий агрегат – основное технологическое оборудование компрессорных станций (КС), он обеспечивает необходимый режим транспортировки газа по магистральному газопроводу. ГПА КС состоит из центробежного нагнетателя (ЦН) и привода.
ГПА состоит из трех частей (см. рис. 1): газотурбинная установка; центробежный компрессор (ЦК); воздухоочистительное устройство (ВОУ).
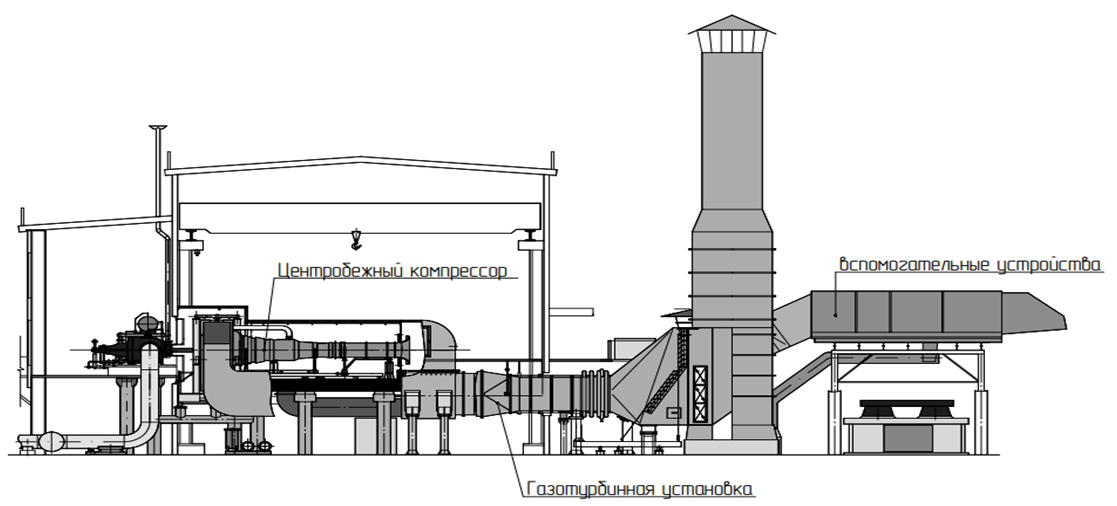
Рисунок 1. Газоперекачивающий агрегат
ГТУ представляет собой систему, состоящую из газовой турбины, компрессора и камеры сгорания, которая превращает входящие потоки воздуха в электрическую, тепловую и иные виды энергии, пригодные для использования потребителями.
В части нашей работы мы рассматриваем причины отказов ГТУ (см. табл. 1)
Таблица 1 – Причины отказов ГТУ
|
Дефекты оборудования, % |
2001-2006г. |
2008-2016г. |
|
70% |
73,1% |
|
|
В том числе: |
||
|
Ошибки при проектировании, % |
40 |
44,8 |
|
Дефекты монтажа, % |
17 |
10,6 |
|
Дефекты изготовления и ремонта, % |
11 |
14,2 |
|
Дефекты материалов, % |
2 |
3,5 |
|
Нарушения в эксплуатации, % |
26% |
10,6% |
|
В том числе: |
||
|
Ошибки при управлении, % |
14 |
3,5 |
|
Ошибки при техническом обслуживании, % |
12 |
7,1 |
|
Прочие, % |
4 |
16,3 |
При всем их разнообразии, исходя из причин, вызвавших отказ, отказы могут быть разделены на три категории:
Первая группа представляет собой конструктивное разрушение, следствие которого: конструктивные недостатки, ошибки в технологиях производства и документации по эксплуатации.
Второй группой являются производственные отклонения, вызывающие случайный разброс или ограниченный срок службы компонентов, случайное неблагоприятное сочетание разброса параметров отдельного элемента в соответствии с установленными допусками и др.
Третья группа представляет собой неизбежный эксплуатационный отказ, возникающий из–за износа подвижной поверхности и органов рабочего состояния под воздействием силы трения или из–за длительного влияния на пульсирующие и знаковые нагрузки.
Все отклонения, независимо от того, принадлежат ли они к какой–либо группе, рассматриваются по принципам:
- первичная неисправность;
- вторичный отказ;
- неправильное командование.
Нарушение режима эксплуатации может привести к тяжелым последствиям, вплоть до полного разрушения оборудования.
На сегодняшний день одно из направлений, обеспечивающее бесперебойную поставку природного газа, является повышение надежности и эффективности КС с газотурбинными ГПА.
В связи с этим, исследование и разработка эффективных методов контроля технологических параметров энергетической установки в период функционирования, выявление дефектов и неисправностей на раннем этапе их возникновения являются весьма актуальной проблемой.
Опыт эксплуатации ГПА показывает, что использование комплексных методов диагностики позволяет оптимизировать структуру обслуживания и снизить стоимость ремонта оборудования является наиболее значимым средством повышения качества и надежности эксплуатации КС.
FMEA – метод, целью которого является улучшение процесса на основе анализа потенциальных несоответствий процесса.
Созданную нами 3D – модель ГТУ (см. рис. 2) с помощью программы Аnsys.
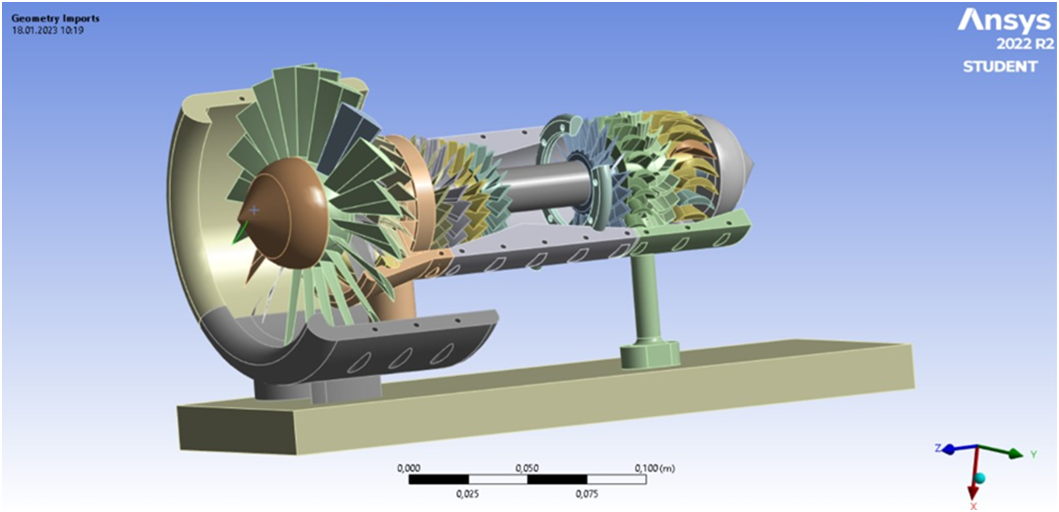
Рисунок 2. 3D-модель ГТУ с помощью программы Аnsys
С помощью данной программы мы можем задавать входные параметры и видеть процесс работы ГТУ и возможные отказы.
Элементы конструкции ГПА, на которых в основном происходят отказы, а также средствами решения этой проблемы c помощью FMEA- команды:
1. Рабочие и направляющие лопатки ОК
-
- вероятный дефект: момент отрыва лопаток, параметры шума и вибрации, падение частоты вращения вала ок, рост температуры продуктов сгорания;
- возможные последствия дефекта: нарушение устойчивой работы ок и всего агрегата в целом:
 ;
;- вероятная причина: низкая конструктивная надежность лопаточного аппарата;
- методы контроля: диагностика: виброакустический, газодинамических параметров, визуально–оптических;
- средства решения проблем: увеличение жесткости сечений рабочих лопаток.
2. Рабочие и направляющие лопатки ТНД
- вероятный дефект: эрозионный износ лопаток, трещины и обрыв направляющих и рабочих лопаток;
- возможные последствия дефекта: ухудшает кпд компрессора ηок неудовлетворительное состояние проточной части из–за загрязнения лопаточного аппарата, т. е. увеличение сопротивления δок;
 ;
;
- вероятная причина: повышение сопротивления всасывающего тракта вследствие загрязнения фильтров;
- методы контроля: инструментальная оценка прямым измерением, визуально–оптический, виброакустический, газодинамический;
- средства решения проблем: введение бандажной полочной связи (переход от свободной вершины к опертой).
3. Ротор ТВД
- вероятный дефект: повышенное торцевое биение, приводящее к неуравновешенности ротора, а, следовательно, к повышенной вибрации;
- возможные последствия дефекта: происходит постепенное ухудшение физических и механических свойств материала, нарушение соединений отдельных узлов и деталей, рост статических, динамических, термических напряжений в элементах агрегатов;
 ;
;
- вероятная причина: вторичное появление торцевого биения объясняется неудовлетворительной технологией восстановительных работ. первоначальное торцевое биение возникает в результате действия переменных сил при задевании лопаток;
- методы контроля: визуально–оптический, ультразвуковой, магнитный;
- средства решения проблем: поменять масло и промыть ротор.
4. Подшипники опор ротора
- вероятный дефект: параметры вибрации и шума, температура масла на выходе из опоры, стружка в масле, предел напряжения в местах контакта подшипника со опорой, выбег ротора, радиальный и осевой зазор в подшипнике, частота вращения сепаратора, химические и физические параметры масла;
- возможные последствия дефекта: выход из строя подшипников опор являются изменение зазоров и посадок и неподача масла;
- вероятная причина: если использовался материал с дефектами, нарушались технологии изготовления и монтажа детали и узлов опор, условие работы подшипника, происходил срыв масляного клина или наблюдалась хотя бы кратковременная неподача масла в опору, все указанные причины приводят к усталостным режимам;
- методы контроля: метод диагностики: виброакустический, термометрирование, спектральный анализ масла, визуально–оптический, тензомет–рирование, инструментальная оценка прямым измерением зазора;
- средства решения проблем: очистка от грязи, масляного шлама и нагара.
5. Нагарообразование - возбуждение резонансных колебаний лопаток турбины
- вероятный дефект: параметры шума, вибрации, локальная температура, место расположение нагара;
- возможные последствия дефекта: разрушение лопаток;
- вероятная причина: механические колебания;
- методы контроля: Виброакустический, пирометрический, визуально–оптический;
- средства решения проблем: ослабление возбуждающих сил может быть достигнуто: уменьшением тепловых и газодинамических неравномерностей по окружности потока за счет настройки секций камер сгорания, утонения выходных кромок направляющих лопаток и стоек, увеличение осевых зазоров; введением тангенциального навала и разношаговости сопловых лопаток (последние два мероприятия де синхронизируют возбуждающие силы в разных сечениях по высоте лопаток и по окружности ступени).
6. Элементы камеры сгорания
- вероятный дефект: трещины и прогар жаровых труб термического происхождения вследствие нагарообразования на стенах труб и рабочих форсунок;
- возможные последствия дефекта: вторичные разрушения лопаток и дисков турбины;
- вероятная причина: неравномерность факела, часто связанная с коксованием или засорением горелок
- методы контроля: визуально–оптический, ультразвуковой, магнитный;
- средства решения проблем: замена поврежденных жаровых узлов и донабивке теплоизоляции.
7. Засорение маслофильтров, образование воздушной пробки на входе в нагнетающий маслонасос;
- Вероятный дефект: Течь масла, давление и температура масла, частицы в масле и на маслофильтре;
- Возможные последствия дефекта: нарушается нормальная циркуляция смазки по системе, а результат – износ двигателя;
-
- Вероятная причина: засор сетки маслоприемника;
- Методы контроля: Инструментальная оценка прямым измерением, визуально–оптический, спектральный анализ масла;
*Рассчитывается приоритетное число риска (риск потребителя - RPN) которое равно произведению.
S*O*D. Это число позволяет ранжировать потенциальные отказы по значимости.
Где O - Occurrence. Вероятность;
D - Detection. Рейтинг обнаружения;
S - Severity. Рейтинг тяжести последствий.
Заключение
В результате проведенной выпускной квалификационной работы были рассмотрены технические решения по увеличению надежности ГПА в процессе его эксплуатации.
В ходе выполнения работы были решены следующие задачи: проведен анализ неисправностей основных узлов ГТУ, возникающих в процессе эксплуатации; определен наиболее эффективный метод диагностики ГТУ.
Метод параметрической диагностики позволяет оценить эффективность функционирования ГТУ и распознать причины неисправностей и снижения эффективности, определить их без остановки агрегата. Неоспоримым преимуществом параметрической диагностики является тот факт, что ни один из других методов диагностики не способен достоверно математически описать контролируемый процесс.
Проведен анализ причин возникновения неисправностей в период эксплуатации, а также классификация неисправностей по группам.
Для снижения количества внезапных отказов при нормальной эксплуатации ГПА необходимо создание систем контроля технического состояния, позволяющих распознавать отказы на ранней стадии их развития, за счет внедрения передовых средств диагностики, а также повышать культуру эксплуатации и получать информацию о показателях надежности энергетического оборудования КС.
Список литературы
- Терентьев А.Н. Надежность газоперекачивающих агрегатов с газотурбинным приводом / А.Н. Терентьев, З.С. Седых, В.Г. Дубинский — Недра: М., 1979. — 207 c.
- Козаченко А.Н. Эксплуатация компрессорных станций магистральных газопроводов / А.Н. Козаченко — М.: М.: Нефть и газ, 1999. — 463 c.
- Кунина П.С Диагностика газоперекачивающих агрегатов с центробежными нагнетателями / П.С Кунина, П.П. Павленко — Ростов-на-Дону: РГУ, 2001. — 362 c.
- Яковлев Е.И. Техническая диагностика газоперекачивающих агрегатов / Е.И. Яковлев, Н.И. Фетисенкова, А.С. Рябченко — М.: М.: МИНГ, 1988. — 240 c.



