
Во время проведения комплекса работ по экспертному техническому диагностированию технологических трубопроводов с применением методов неразрушающего контроля инженерами-дефектоскопистами II уровня квалификации могут быть выявлены и оценены различные повреждения элементов и конструкций в потенциально опасных участках (ПОУ), которые могут привести к ресурсному отказу.
При техническом диагностирование технологических трубопроводов применяются следующие методы неразрушающего контроля:
- визуальный и измерительный контроль (ВИК);
- ультразвуковой контроль сварных соединений и основного металла (УЗК);
- магнитопорошковая дефектоскопия сварных швов и основного металла (МПД);
- ультразвуковая толщинометрия основных элементов (УЗТ);
- контpоль физико-механических свойств основного металла и сварных швов методом замера твёрдости;
- контроль трубопровода методом акустической эмиссии;
- радиографический метод контроля сварных швов и основного металла (РК).
Наиболее распространенные дефекты технологических трубопроводов:
|
№ п/п |
Дефекты |
|
1 |
дефекты опорно-подвисной системы |
|
И т.д. |
провисание трубопровода |
|
|
сварное соединение выполнено без перехода |
|
|
соприкосновение трубопроводов |
|
|
зона коррозионного износа |
|
|
механическое повреждение |
|
|
размер резьбовой части шпильки над гайкой |
|
|
латки |
|
|
скопление пор в сварном шве |
|
|
касание строительной конструкции |
|
|
непроектное отглушение трубопровода |
|
|
отклонение участка трубопровода от оси по горизонтали |
|
|
геометрия сварного шва не соответствует ГОСТ |
|
|
ремонт сквозной коррозии трубы с помощью хомута |
|
|
установлены нестандартные переходы |
|
|
утонение элементов трубопровода |
|
|
Зона несплошности основного металла |
Рассмотрим на примере завода N сводную таблицу дефектов, выявленных экспертной организацией во время проведения технического диагностирования технологических трубопроводов в 2021 г.
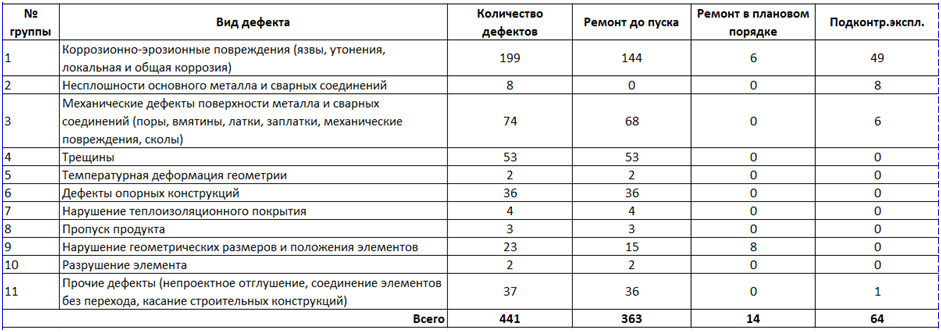
При анализе приведенной выше таблице видно, что наибольшее количество дефектов технологических трубопроводов приходится на дефекты основного металла в результате воздействия агрессивной внутренней среды трубопровода, а также воздействия окружающей среды в виде атмосферных осадков, которые вызывают язвы на основном металле, уменьшение его толщины, а также коррозию. Так, из всех выявленных дефектов за 2021 год, 45% приходится именно на коррозионно-эрозионные повреждения. В основном такие виды дефектов должны быть устранены до пуска установки в эксплуатацию.
Вторым наиболее часто встречающимся дефектом, является механическое повреждение поверхности основного металла и сварных соединений в виде пор, вмятин, сколов и т.д. На такой вид дефекта приходится почти 17 % от всех выявляенных дефектов и он также должен быть устранен до пуска установки в эксплуатацию, так как является недопустимым.
Следующим наиболее часто встречающимся видом дефектов является трещины. На их долю приходится 12 % от всех выявляемых дефектов. Трещины могут возникать как на основном металле, так в сварных швах. В обоих случаях должны быть проведены корректирующие мероприятия в виде ремонта до пуска в эксплуатацию.
Доля остальных выявляемых дефектов в общей сложности составляет 26 %. В нее входят и дефекты опорных конструкций, и пропуск продукта, и несплошность основного металла и прочее, что не соответствует требованиям промышленной безопасности и могут нанести потенциальный ущерб в виде десятков миллионов рублей из-за повреждения оборудования в зоне поражения, к смерти людей, нанести вред окружающей среде, а также к вынужденному простою объекта.
Таким образом, систематическое проведение технического диагностирования позволяет выявлять недопустимые дефекты, назначать объективные сроки дальнейшей эксплуатации технических устройств, что сокращает сроки простоев и позволяет своевременно планировать проведение значительного количества ремонтных работ и в ходе мониторинга состояния заблаговременно производить замену импортных комплектующих.
Список литературы
- Приказ Ростехнадзора Об утверждении федеральных норм и правил в области промышленной безопасности «Правила проведения экспертизы промышленной безопасности»- № 420 .- 2020.
- Астафьев В.И., Радаев Ю.Н., Степанова Л.В. Нелинейная механика разрушения. – Самара: Издательство «Самарский университет», 2001.
- Черепанов Г.П. Механика хрупкого разрушения. – М.: Наука, 1974.



