
При производстве деталей особой значение уделяется контролю поверхностного слоя детали и качеству материала, так как это отражается на эксплуатационных свойствах. Одним из таких параметров является шероховатость поверхности – это сумма всех микронеровностей, которые в процессе производства и эксплуатации появляются на поверхности готовых изделий. При правильном подборе метода и средства измерения шероховатости, которые выбираются согласно требованиях к шероховатости и точности размеров, будет обеспечена высокая точность измерения. В данной работе представлены наиболее современные и востребованные средства и методы измерения шероховатости.
Самым точным способом является поэлементный способ. Он может быть осуществлен двумя методами: щуповым методом и оптическим.
Щуповый метод измерения шероховатости относится к контактным методам и является самым распространенным. Измерения производятся профилометром или профилографом. Профилометр – это чувствительный датчик, содержащий алмазную острую иглу с ощупывающей головкой.
Суть измерения заключается в перемещении алмазной иглы параллельно исследуемой поверхности. Механические колебания, которые возникают из-за неровностей, предаются в датчик, после чего преобразуются в электрический сигнал и с помощью усиления измеряются. Таким образом исследование поверхности проходит следующей очередностью: сначала ощупывается измеряемая поверхность несколько раз, и только после этого на основании полученных результатов вычисляется усредненное значение параметра шероховатости.
Значительным отличием профилографа является его способность не просто измерить неровность, а записать значение шероховатости поверхности в выбранном масштабе [1].
Сравнительный бесконтактный метод. Применение данного метода не обеспечивает высокую точность измерений, так как производится человеком и зависит от его навыков, опыта и утомляемости, но при этом является достаточно простым и доступным.
Суть метода заключается в сравнении исследуемой поверхности с стандартными образцами ГОСТ 9378–93. Применять метод рекомендуется для поверхностей, полученных обработкой резанием, полированием, дробеструйной и пескоструйной. Обеспечивает достоверность контроля при Ra > 1,25 мкм и Rz > 10 мкм [2].
Следующий метод – методы светового и теневого свечения, одна из групп оптического метода. Суть светового метода заключается в следующем: узкий пучок, полученный путем прохождения сквозь узкую щель светового потока, получаемого от источника света, ведет свое направление на исследуемую поверхность при помощи объектива и под определенным углом. Затем луч, отражаясь и проходя через объектив второй раз, получает сформированное изображение щели в окуляре. Если поверхность имеет шероховатость, то этот световой пучок будет иметь искривленную форму. При ровной поверхности световая линия будет идеально ровной [2].
Таким образом, при использовании современных приборов, работающих по принципу светового свечения, появляется возможность контролировать неровности поверхностей высотой от 0,8 до 63 мкм, при этом погрешность будет составлять от 24 до 7,5 %.
Теневой метод – это усовершенствованная версия светового метода. Суть процесса измерения почти не меняется, отличие заключается в применении линейки со скошенным ребром. Проходя такое же расстояние, как и в световом методе, пучок света не отражается, а срезается ребром линейки. За счет этого появляется тень на измеряемой поверхности, которая в точности повторяет измеряемый профиль. Далее полученные результаты исследуют, рассматривают и анализируют, делая вывод о характере шероховатости [3].
Еще один метод, который стоит рассмотреть, основанный на анализе изменения поляризации света, называется лазерный эллипсометрический метод. Метод относится к бесконтактным измерениям, источником света выступает монохроматическое излучение второй гармоники YAG:Nd+3. Это излучения дает возможность исследовать микронеровности на изучаемой поверхности объекта. Суть метода заключается в изучении эллиптической поляризации света, которая возникает за счет отражения света от границ двух фаз, количественной мерой этих измерений служат поляризационные углы [10].
Растровая электронная микроскопия. Исследования производятся с помощью растрового электронного микроскопа (РЭМ), который позволяет получить изображение с высоким разрешением (несколько нанометров). Этапы измерения, следующие: стеклянная пластинка с растровой сеткой кладется на исследуемую поверхность и на пластину под углом попадают световые лучи. Эти лучи попадая на микронеровности накладываются на реально нарисованную сетку, получая при этом муаровые полосы. Эти полосы и говорят о наличии неровностей и впадин. Иными словами, электронная пушка формирует тонкий электронный луч, который фокусируется электронными линзами. Затем при помощи катушек зонд, синхронизированный токами, подвергается сканированию, при этом катушки должны располагаться согласно двум взаимно перпендикулярным направлениям и перпендикулярно направлению пучка. Эти отклоняющиеся катушки и электронные линзы в совокупности образуют электронную колонну. Современные РЭМ регистрируют изображение в цифровой форме [4], что очень удобно. В зависимости от конкретного прибора и параметров эксперимента, может быть получено разрешение от десятков до единиц нанометров [5].
Достоинства РЭМ: значительная глубина резкости изображения; большие размеры объектов; простота системы электронной оптики; большой диапазон увеличений: от 3 раз до 150000 раз.
Рассмотрим атомно-силовой микроскоп. Используется для определения рельефа поверхности с помощью ощупывания и исследует проводящие и непроводящие поверхности [6].
Принцип работы атомно-силового микроскопа заключается в следующем: он регистрирует силовое воздействие, возникающее между изучаемой поверхностью и зондом. Зондом в этом случае выступает одна из главных частей микроскопа – кантилевер, это такая острая игла, расположенная на балке. Когда контилевер приближается к поверхности, на него начинают действовать силы со стороны поверхности, так называемые межмолекулярные, все это приводит к изгибу балки. В зависимости от рельефа поверхности будет изменяться внешняя сила, следовательно, будет изменяться величина прогиба балки [7]. Таким образом, основываясь на полученных результатах, можно сделать вывод о шероховатости поверхности. Атомно-силовой микроскоп имеет три режима работы: контактный, полуконтактный и бесконтактны, это позволяет расширить область применения микроскопа.
Преимуществом данного метода является возможность полностью автоматизированного исследования шероховатости и довольно высокое разрешение полученных снимков.
Недостатки – маленькая область и низкая скорость сканирования, сложность получения результата.
Интерферометрический метод. Исследования шероховатости производится с помощью интерферометра, схема измерения представлена на рисунке 1.
Основу составляет интерферометр Майкельсона. Проходя через полупрозрачную пластину (2), источник света лазер ArF (1) распадается на два пучка одинаковой интенсивности. В качестве источника света выступает ArF-лазер с длиной волны 190 нм. Первый пучок попадает на исследуемую поверхность (3) и обратно, рассеянное от него излучение проходит полупрозрачную пластину и попадает на экран (5). Второй пучок попадает на зеркальную поверхность (4), предварительно отразившись от полупрозрачной пластины, затем этот пучок отражается обратно и интерфирируясь с первым пучком попадает на CCD-матрицу. Таким образом конечные результаты обрабатываются на ПК (7) [8, 9].
Контроль осуществляется с помощью пьезоэлектрических виброметров, которые устанавливаются на обратной поверхности отражающих зеркал. Сигнал от пьезоэлектрических виброметров с помощью математической обработки вычитается из результатов измерений. При необходимости более точных результатах возможно применение ArF-лазера с короткой длиной волны и узким спектром излучения [11].
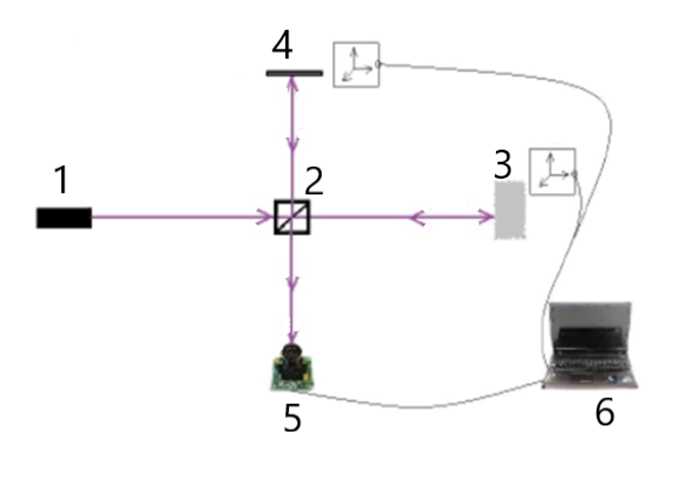
Рисунок 1 – Оптическая схема интерферометра
1 – источник света; 2 – полупрозрачная пластина; 3 – исследуемая поверхность; 4 – зеркальная поверхность; 5 – экран; 6 – ПК
При измерении шероховатости в труднодоступных местах используется метод слепков. Метод осуществляется при помощи снятия негативных копий с поверхности при помощи воска, парафина или гипса. Этот метод не может осуществляться самостоятельно, так как для получения результатов необходимо прибегнуть к щуповым или оптическим методам. Данный метод применим только с использованием дополнительного метода.
Таким образом, чтобы обобщить все вышесказанное приведем таблицу сравнения всех методов (таблица 1).
Таблица 1
Сравнение технических параметров основных методов контроля шероховатости поверхности деталей
|
Метод |
Диапазон измеряемых высот микронеровностей (мкм) |
Возможность цифровой обработки результатов измерений |
Сложность обработки результатов измерений |
Режим работы |
|
Профиллограф |
0,8 – 63 |
+ |
Низкая |
Контактный |
|
Сравнительный бесконтактный метод |
|
– |
Низкая |
Бесконтактный |
|
Метод светового и теневого сечения |
0,8 – 62,5 |
– |
Низкая |
Бесконтактный |
|
Эллипсометрия |
0,0003 – 0,0579 |
+ |
Высокая |
Бесконтактный |
|
Растровый метод |
0,0004 |
+ |
Высокая |
Бесконтактный |
|
Атомно-силовая микроскопия |
|
+ |
Высокая |
Бесконтактный и контактный |
|
Интерферометрия |
|
+ |
Средняя |
Бесконтактный |
В данной работе были представлены современные методы и средства измерения шероховатости. Кратко описан процесс определения шероховатости поверхности, приведены достоинства и недостатки некоторых методов и составлена таблица сравнения технических параметров. Определенный метод и средства измерения шероховатости поверхности выбираются с учетом точности требуемых измерений, технических параметров, величины шероховатости, которая назначается с учетом рекомендаций действующих нормативов и конструкторский требований.
Список литературы
- Назаров Ю. Ф. Методы исследования и контроля шероховатости поверхности металлов и сплавов /Ю. Ф. Назаров, А. М. Шкилько, В. В. Тихоненко, И. В. Компанеец // Физическая инженерия поверхности. – 2007. – T. 5. – № 3 – 4. – С. 207 – 216.
- Анурьев В. И. Справочник конструктора–машиностроителя: В 3 т. / Под ред. И. Н. Жестковой. – 8–е изд., перераб. и доп. – М.: Машиностроение, 2001. – 2816 с.
- Мальков О. В. Измерение параметров шероховатости поверхности детали/О. В. Мальков, А. В. Литвиненко // МГТУ им. Н. Э. Баумана – 2012. – С. 22.
- Филибер Ж. Микроанализ и растровая электронная микроскопия / [Филибер Ж., Фонтен Ж., Викарио Э. и др.]; Под ред. Ф. Морис, Л. Мени, Р. Тиксье; пер. с франц. – М.: Металлургия, 1985. – 408 с.
- Миронов В. Л. Основы сканирующей зондовой микроскопии / Российская академия наук. – Нижний Новгород: Институт физики микроструктур, 2004. – 110 с.
- Суслов А. А. Сканирующие зондовые микроскопы (обзор)/ А. А. Суслов, С. А. Чижик// Материалы, Технологии, Инструменты. – 1997. – Т. 2. – № 3.
- Горшков М. М. Эллипсометрия. – М., 1974. – 200 с.
- Айрапетян В. С. Рассеяние света от поверхности лазерной керамики/ В. С. Айрапетян // Вестник СГГА. – 2013. – № 3.– С. 115 – 119.
- Войновский В. А. Тенденции развития модульных тепловизионных систем/ В. А. Войновский, В. С. Айрапетян, А. К. Синякин// Вестник СГГА. – 2012. – № 4. – С. 107–115.
- Степанов С. Н. Метрологическое обеспечение производства. Нормирование параметров и способы измерения текстуры поверхности/ С. Н. Степанов, А. Н. Табенкин, С. Б. Тарасов; – СПб. Изд-во Политехнического ун-та, 2012. – 147 с.
- Привалов В. Е. Лазерные интерферометры для механических измерений/ В. Е. Привалов; Mex. ин–т. – СПб: Mex. ин–т. 1992. – 54, [2] c.

