
В настоящее время в большинстве случаев лесозаготовительные работы выполняются лесозаготовительными комплексами типа «харвестер-форвардер». Это относится как к рубкам главного пользования, так и к другим видам рубок. И одной из задач, решаемых на этапе разработки проекта освоения арендуемого участка, является правильный выбор оборудования [1]. Немаловажную роль при этом играет расчетная производительность харвестера.
Целью исследования являлось установление взаимосвязи продолжительности рабочей смены и производительности харвестера. Для проведения данного исследования была составлена расчетная модель производительности харвестера в зависимости от среднего объема деревьев в насаждении, предназначенном в рубку.
В общем случае расчетная часовая производительность харвестера, м3/ч может быть определена по формуле
Пр= 3600*Vср/tц, (1)
где Vср - средний объем хлыста, м3, tц – продолжительность цикла обработки одного дерева, с.
Обычно для харвестеров манипуляторного принципа действия время цикла определяется как
tц = t1+ t2 + t3 + t4+ t5 + t6 , (2)
где t1 – время на наведение и доставку захватно-срезающего устройства (ЗСУ) к дереву, с; t2 - время зажима рычагов харвестерного агрегата, с; t3 - время валки дерева, с; t4 - время обрезки сучьев, с; t5 - время на раскряжевку хлыста, с; t6 - время на переезд с одной стоянки на другую в расчете на одно дерево, с.
Среднее время наведения и доставки ЗСУ определяется в зависимости от максимального и минимального вылета манипулятора харвестера и скорости перемещения ЗСУ:
t1 = (0,66*(R3-r3)/(R2-r2))/Vзсу, (3)
где R и r – максимальный и минимальный вылеты манипулятора харвестера, м; VЗСУ - скорость перемещения ЗСУ, м/с.
Время на зажим дерева харвестерной головкой определяется по формуле
t2=(D[.а-d3/v3) , (4)
где - величина раскрытия зажимных рычагов, м, =+ 0,05; – диаметр дерева в зоне зажима, м; – скорость движения зажимных рычагов, м/с.
Время на валку одного дерева:
t3 =n dn kn/ (4 Ппил*ф2 , ( 5)
где dn– средний диаметр в плоскости спиливания, м;kn – коэффициент, учитывающий затраты времени на падение дерева, обычно принимается равным 1,4…2,0;Ппил – производительность чистого пиления, м2/с; ф2- коэффициент, учитывающий использование производительности чистого пиления ( ф2= 0,5…0,75).
В свою очередь производительность чистого пиления, м2/с определяется из выражения
= , (6)
где u – скорость надвигания в механизме пиления, м/с.
Время на обрезку сучьев вычисляется по известной зависимости
t4= , (7)
где H – высота спиленного дерева, м; k – коэффициент, учитывающий длину бессучковой зоны до начала кроны дерева, k = 0,2; – коэффициент, учитывающий какую часть пути проходит харвестерный агрегат во время падения дерева, = 1; – длина вершинки, м; – средняя скорость протаскивания ствола без обрезки сучьев, м/с; – средняя скорость протаскивания ствола во время обрезки сучьев, м/с, [0,6…0,8] .
Время раскряжевки ствола вычисляется по формуле
t5 = + , (8)
где – средний диаметр пропила, м; – число пропилов; – замедление при торможении протаскивания ствола, м/с2;
= , (9)
где – средний путь торможения харвестерного агрегата перед остановкой хлыста для выполнения пропила, м.
Время переезда между технологическими стоянками в расчете на одно дерево:
t4 = , (10)
где – расстояние между смежными стоянками машины, м, определяемое при сплошных рубках как разница между максимальным и минимальным вылетом манипулятора, а при несплошных рубках принимается меньше минимального вылета манипулятора; – средняя скорость перемещения харвестера на лесосеке, зависящая от технических характеристик машины и почвенно-грунтовых условий на лесосеке, м/с; n – количество деревьев, обрабатываемых с одной технологической стоянки.
Количество деревьев, обрабатываемых с одной технологической стоянки зависит от объема одного ствола и суммарного объема деревьев , спиленных на одной стоянке:
n = . (11)
В свою очередь:
= , (12)
где A – площадь, обрабатываемая с одной технологической стоянки, м2; Q – запас на 1 га, м3; i – интенсивность рубки, % (присплошных рубках i = 100).
Вычислив промежуточные параметры, можно найти сменную производительность харвестера, м3/см, с учетом продолжительности рабочей смены Т и регламентируемых простоев tр, которые для большинства современных харвестеров принимаются равными 1,45 ч в смену:
Псм = (Т – tр) Пр. (13)
Представленные зависимости по сути являются расчетной моделью для исследования производительности харвестера.
Для проведения вычислительного эксперимента были приняты следующие исходные данные, соответствующие работе харвестера Ponsse Beaver при сплошных рубках на лесосеке со средним запасом 200 м3/га в Судиславском лесничестве Костромской области:
- максимальный вылет манипулятора R = 8,2 м;
- минимальный вылет манипулятора r = 3,8 м;
- средний объем одного ствола Vср = 0,15–0,35 м3;
- скорость перемещения ЗСУ VЗСУ = 0,4–2,0 м/с;
- скорость движения зажимных рычагов = 0,2–0,3 м/с;
- скорость надвигания в механизме пиления u =0,1–0,25 м/с;
- высота спиливаемого дерева H = 25 м;
- длина вершинки =2,0 м;
- средняя скорость протаскивания ствола без обрезки сучьев =1,3 м/с;
- средний диаметр пропила =0,2 м;
- число пропилов = 4;
- средний путь торможения харвестерного агрегата перед остановкой хлыста для выполнения пропила = 0,3–0,9 м;
- расстояние между смежными стоянками машины м;
- средняя скорость перемещения харвестера на лесосеке = 0,2 м/с;
- площадь, обрабатываемая с одной технологической стоянки A = 55 м2.
Варьируемым фактором в данном исследовании являлся средний объем хлыста. Результаты расчетов, полученные с использованием формул (ф.1) – (ф.13) представлены в таблице 1.
Таблица 1
Влияние среднего объема хлыста на производительность харвестера
|
Средний объем хлыста, м3 |
0,15 |
0,2 |
0,25 |
0,3 |
0,35 |
0,4 |
|
Производительность м3/см (Тсм=8 ч) |
49,7 |
66,6 |
83,13 |
99,56 |
115,7 |
131,3 |
|
Производительность м3/см (Тсм=12 ч) |
80,1 |
107 |
133,9 |
160,4 |
186,3 |
211,5 |
Как следует из результатов расчетов, при фиксированном запасе на 1 га с увеличением среднего объема хлыста производительность харвестера увеличивается. При этом число деревьев, спиливаемых с одной стоянки уменьшается. По полученным результатам построен график 1.
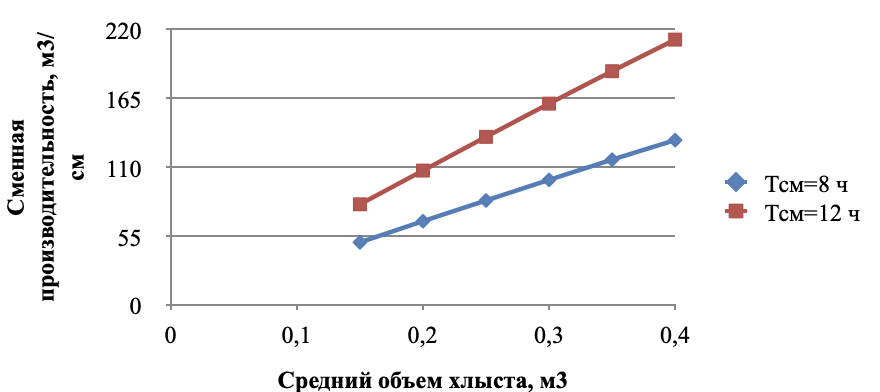
График 1. Изменение производительности харвестера от среднего объема хлыста
Из графика видно, что с учетом характера изменения теоретически возможной производительность харвестера с увеличением среднего объема хлыста, целесообразнее организовать работу бригады операторов лесозаготовительного комплекса по 12-часовой рабочей смене. Разработанная расчетная модель производительности харвестера в формате Excel позволяет при изменении условий работы машины оценить ее производительность.
Список литературы
- Лесозаготовки и логистика в России – в фокусе научные исследования и бизнесвозможности / В. Гольцев, Т. Толонен, В. С. Сюнёв, Б. Далин, Ю. Герасимов, С. Карвинен // Труды НИИ леса Финляндии. – Хельсинки, 2012. – Вып. 221. – 159 с.
- Сортиментная заготовка древесины: учеб. пособие / В.А. Азаренок, Э.Ф. Герц, С.В. Залесов, А.В. Мехренцев. – Екатеринбург: Урал. гос. лесотехн. ун-т, 2015. – 140 с.



