
Введение
Прочность базового материала обеспечивается благодаря способности алюминия быстро реагировать с кислородом, проявляющейся в высокой склонности к окислению [1–3]. Благодаря этой активности на поверхности алюминия сразу же формируется тонкая прозрачная оксидная плёнка, которая ограничивает дальнейшую коррозию и служит естественной защитой для подложки, способствуя созданию долговечных алюминиевых сплавов. Эта плёнка непрерывно восстанавливается при повреждении — новая её часть образуется практически мгновенно после нарушения предыдущего слоя [4]. Защитный эффект может формироваться как природным образом, так и искусственным путём [5]. Для усиления защиты применяют анодирование — электрохимический метод, обеспечивающий значительное утолщение оксидного слоя. Толщина получаемого оксида обычно находится в диапазоне 5–25 мкм и направлена на повышение износостойкости и коррозионной устойчивости, а также на придание декоративных свойств [6]. При этом деталь подключается в качестве анода в кислотном электролите, где процесс протекает под воздействием постоянного тока [7]. Под действием тока происходит окисление поверхности, в результате чего формируется сплошная, хорошо адгезирующаяся оксидная плёнка, связанная с металлической основой. Формирование покрытия основано на электрохимических взаимодействиях между металлом и электролитом, а также на увеличении объёма исходного алюминия вследствие анодирования [8]. Образование анодного оксида происходит за счёт направленного перемещения ионов алюминия и кислорода через барьерный слой. Характеристики плёнки — толщина, плотность, наличие пор — зависят от применяемого напряжения, состава электролита и его концентрации [9]. Большинство классических анодных процессов реализуются с использованием одного типа электролита: хромовой [10], серной [11] или фосфорной [12] кислот. В последнее время активно исследуются варианты модифицированных систем, включающих комбинацию неорганических и органических кислот, которые способны снизить скорость растворения оксидной плёнки, повысить эффективность её образования и улучшить эксплуатационные характеристики [14–16]. Исследования Даттило и соавторов [17], а также Вонга и Моджи [18] продемонстрировали перспективность использования смесей борной/серной кислот и винной/серной кислот в качестве альтернативных сред для анодирования. Применение серной кислоты с добавлением щавелевой кислоты позволило достигнуть более прочных и толстых оксидных слоёв [19]. Кроме того, были разработаны системы на основе сочетания серной и малеиновой кислот [15], серной и сульфаминовой кислот [20, 21], а также серной и винной кислот [21], предназначенные для комплексных технологий окрашивания.
Согласно имеющимся данным, применение смесей органических кислот при анодировании алюминия остаётся ограниченным. Целью данного исследования стало исследование воздействия 5-сульфосалициловой кислоты при анодировании оксалатной кислотой. Для анализа свойств поверхности применялись электролитические и методы исследования морфологии поверхности. Также оценивалось влияние времени герметизации на устойчивость к коррозии, толщину плёнки и плотность пор. Были разработаны кинетические и математические модели, позволяющие проанализировать процессы коррозионного износа.
Экспериментальная работа
Материалы и параметры анодирования
Состав алюминиевого сплава (марка 5854) представлен следующими элементами (мас. %): 3,6 Mg, 0,4 Fe, 0,4 Si, 0,15 Ti, 0,10 Cu, 0,3 Cr, 0,5 Mn, 0,2 Zn, 0,01 Pb, 0,3 Zr, остальное — Al (94,04%). Этот сплав применялся в эксперименте в качестве анодного электрода. Пластины из сплава были подготовлены и распилены на образцы размером 110 × 7 × 1,5 мм, суммарная площадь поверхности которых составила примерно 18,91 см², подлежащих обработке в кислом растворе. Катодом служила пластина из нержавеющей стали 316L тех же габаритов — 110 × 7 × 1,5 мм. Образцы алюминия шлифовали последовательно абразивными материалами марок 220, 320, 400 и 600 для достижения зеркального блеска, после чего промывали водой из крана, далее — дистиллированной водой. Высушили с помощью мягкой ткани, затем провели химическую очистку от жира, остатков смазки и загрязнений путём погружения в трихлорэтилен и ацетон при комнатной температуре 25 °C. Далее образцы подвергали травлению в растворе NaOH концентрацией 5 об.% (плотность — 1,06 г/см³) в течение 4 минут при 35 °C. После этого производилась промывка водопроводной и дистиллированной водой с целью удаления остатков основания. Поскольку после щелочного травления на поверхности появлялись тёмные участки, их удаляли погружением в раствор азотной кислоты 6 об.% (плотность — 1,085 г/см³) на 1–1,5 минуты при 25 °C, одновременно активируя поверхность перед анодированием. Затем образцы снова промывали водой из крана и дистиллированной водой, высушивали естественным способом, аккуратно укладывали на сухую ткань и хранили в эксикаторе над слоем силикагеля. Анодирование осуществлялось в растворе щавелевой кислоты (C₂H₂O₄·2H₂O), содержащем 150 г/л (1,19 М), с добавлением или без 25 г/л (0,09 М) пятиводного сульфосалицилового ангидрида. Условия проведения процесса: постоянное напряжение ограничивалось значением 60 В в течение 60 минут при температуре окружающей среды 30 ± 1 °C. Нагревание до 100 °C проводилось для уплотнения оксидных плёнок с применением деионизованной воды.
Электрохимические измерения
Измерения разности потенциалов разомкнутой цепи (OCP) осуществлялись в стандартной электрохимической установке. В качестве эталонного электрода применялся насыщенный каломельный электрод (SCE), а в качестве рабочего — образец алюминиевого сплава. SCE подключался через пробирочный держатель, расположенный на расстоянии 1 мм от рабочего электрода. Оба электрода подсоединялись к вольтметру. Динамика изменения OCP фиксировалась на протяжении двух часов для получения стабильного значения потенциала.
Проведены потенциостатические измерения с применением сканирования поляризации в аналогичной электрохимической ячейке. В качестве эталонного электрода использовался SCE, рабочий — алюминиевый сплав габаритами 110 × 7 × 1,5 мм, вспомогательный — графитовый электрод. Установка помещалась в коррозионную камеру. Перед началом каждого эксперимента ячейку и электроды очищали водопроводной водой, далее — дистиллированной. По достижении необходимой температуры рабочий электрод выравнивался и опускался в исследуемый раствор, находящийся внутри камеры. Этапные и вспомогательные электроды надежно закреплялись. После чего элементы системы соединялись между собой, подключались к источнику напряжения, резисторам, амперметру и вольтметру. Процесс начинался с катодной поляризации до выхода на уровень коррозионного потенциала, за которым следовало продолжение анодной поляризации. Потенциал менялся со скоростью 20–25 мВ/мин, одновременно фиксируя силу тока. Все измерения выполнялись в 3,5%-ном растворе NaCl при температуре 30 °С.
Характеристика покрытия
Сканирующий электронный микроскоп (СЭМ) применялся для анализа морфологии алюминиевого сплава с применением прибора Quanta 2000. Толщину пленки анодного оксида измеряли с помощью цифрового микропроцессорного прибора REED Instruments Analytical-China (диапазон — 0–1000 мкм), оснащенного черными и цветными зондами. Прибор позволял определять толщину магнитных и немагнитных покрытий, а также выявлять толщину немагнитного слоя на магнитной основе (чёрные зонды) либо изоляционного покрытия на немагнитной проводящей подложке (цветные зонды).
Для испытания алюминиевых сплавов использовали метод микротвердости по Виккерсу на оборудовании LARYEE (Германия), обеспечивающем увеличение 100Х, максимальную нагрузку 9,8 Н и продолжительность выдержки при максимальной нагрузке — 20 секунд. За результат принимали среднее значение двух замеров длины вдавливания.
Каждый эксперимент проводился дважды для обеспечения высокой точности; в качестве конечного результата бралось среднеарифметическое значение.
Потенциал разомкнутой цепи (ОCP) позволяет судить о пористости поверхности и коррозионной стойкости алюминиевого сплава. Динамика изменения ОCP анодированного алюминиевого сплава во времени при различных условиях (без и с добавлением SSA) при температуре 30 °С представлена на рисунке 1. Измерения проводились в 3,5%-м растворе NaCl при 30 °С. На первых этапах (15–20 мин) наблюдается переход от начального уровня к устойчивому значению; дальнейшее увеличение времени не оказывает существенного влияния на ОCP. Обычно значения ОCP смещаются в сторону более положительных величин благодаря процессам герметизации. По мере накопления времени герметизации этот положительный сдвиг усиливается.
Колебания ОCP во времени являются ключевым фактором при анализе процессов старения алюминиевого сплава. До начала герметизации устойчивый уровень ОCP находился на уровне –1600 мВ (для OXA) и –800 мВ (для OXA/SSA), что указывает на то, что присутствие SSA способствует улучшению пассивационных свойств на 50%.
Кроме того, процесс пассивации стал более стабильным за счёт герметизации поверхности алюминия. Согласно имеющимся данным, потенциал разомкнутой цепи алюминия при одинаковых условиях эксперимента варьируется в пределах от нескольких вольт до нескольких сотен вольт [22]. Динамика изменений во времени обусловлена рядом факторов — чистотой исходного материала, особенностями обработки поверхности, влиянием кислорода и другими параметрами. Повышение времени анодирования при разных концентрациях хромовой кислоты способствовало тому, что алюминиевый сплав становился всё более инертным, достигая оптимального значения [23]. Как правило, такие графики демонстрируют более высокий электродный потенциал и меньшую плотность тока у анодированного образца по сравнению с неанодированным.
В таблице 1 приведён анализ коррозионной стойкости алюминиевого сплава. Общая тенденция заключается в смещении коррозионного потенциала в положительную сторону при росте времени герметизации, что указывает на процесс пассивации материала. Уровень плотности тока коррозии снижается по мере увеличения времени герметизации, что свидетельствует об образовании защитной плёнки. Параллельно наблюдается рост сопротивления поляризации с ростом продолжительности герметизации, что может быть обусловлено возрастанием сопротивления переносу электрических зарядов. Эффективность защитной плёнки возрастает с увеличением времени герметизации.
Таблица 1.
Электрохимические параметры алюминиевого сплава, анодированного в 1,19 M OXA
в отсутствие и в присутствии 0,09 M SSA после различных периодов погружения уплотнения
при 30 °С
|
Электролит |
Время герметизации (мин.) |
−Ecorr (mV) |
Icorr (µA/cm2) |
Tafel slopes ba bc |
(mV/decade) |
Rp (Ω.cm2) |
% эффективности |
|
OXA |
0 |
1590,988 |
2696,37 |
170,82 |
-233,35 |
102,66 |
0 |
|
10 |
1459,088 |
2289,18 |
168,79 |
-231,12 |
188,72 |
15,1 |
|
|
20 |
1329,544 |
1559,44 |
160,95 |
-229,32 |
150,32 |
42,17 |
|
|
30 |
1206,144 |
1411,21 |
159,62 |
-225,2 |
168,65 |
47,66 |
|
|
40 |
1041,269 |
1076,85 |
150,51 |
-220,4 |
191,39 |
60,06 |
|
|
50 |
903,907 |
1001,65 |
146,67 |
-218,57 |
193,28 |
62,85 |
|
|
OXA/SSA |
0 |
807,749 |
962,01 |
166,68 |
-205,03 |
402,21 |
0 |
|
10 |
725,482 |
431,82 |
170,54 |
-199,02 |
1198,35 |
55,11 |
|
|
20 |
600,204 |
413,3 |
175,71 |
-201,12 |
1457,59 |
56,93 |
|
|
30 |
486,192 |
206,19 |
140,19 |
-172,58 |
1573,02 |
78,57 |
|
|
40 |
408,021 |
132,32 |
163,52 |
-199,12 |
3001,34 |
86,25 |
|
|
50 |
328,418 |
89,31 |
178,87 |
-200,54 |
8047,95 |
90,72 |
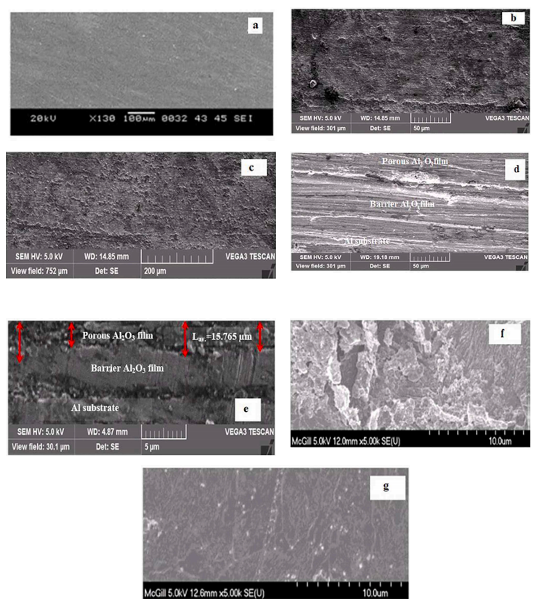
Рисунок 1. СЭМ поперечного сечения и поверхности алюминиевого сплава при 60
В течение 60 мин при 30 ◦ С. a) Алюминиевая поверхность перед испытанием. б) Изображения поверхности пористых негерметичных пленка OCA/SSA. c) Изображения поверхности пористой герметичной пленки в течение 50 минут в OXA/SSA. d) Герметичная пленка с поперечным сечением в течение 50 мин в OCA. д) герметичная пленка с поперечным сечением в течение 50 мин в OCA/SSA. f) Поперечное сечение структуры пор пористой пленки после 50 мин герметизации OCA/SSA. g) Детали поперечного сечения морфологии барьерной пленки после 50 мин герметизации OXA/SSA.
Морфологический анализ поверхности и свойства анодной плёнки
Сканирующая электронная микроскопия (СЭМ) применялась для анализа изменений структуры алюминиевой поверхности до и после анодирования при различных условиях. На рис. 1 приведены изображения поверхностей и их поперечных сечений алюминиевого сплава, подвергнутого анодированию при напряжении 60 В в течение 60 минут при температуре 30 °С. Получены различные варианты изображений. Исходная алюминиевая поверхность представлена на рис. 1a — она была гладкой и свободной от дефектов. При анодировании на покрытии формируются поры, снижающие уровень антикоррозийной защиты. Данная проблема решается путём последующей герметизации. На рис. 1b и c показаны изображения пористой негерметичной и герметичной анодной плёнки, полученной методом OCA/SSA соответственно. Хорошо заметно, что во втором случае поверхность стала более равномерной. Влияние добавки SSA продемонстрировано на рис. 1d и e. В первом случае (без SSA, рис. 1d) барьерная и пористая структура не прослеживается. На рис. 1e определены границы плёнки. На металлической поверхности сформировалась пористая плёнка со средней толщиной около 15,765 мкм. Более детально морфология пор, барьерный слой и структура пленки после 50-минутной герметизации по технологии OCA/SSA представлены на рис. 1f и g.
Измерение толщины покрытия показало, что средняя толщина анодного слоя для чистого, герметизированного OCA и герметизированного OCA/SSA составила 0,25; 15,5 и 25,7 мкм соответственно. Наибольшая толщина зафиксирована при анодировании OCA/SSA, что обеспечивает повышенную коррозионную стойкость по сравнению с исходным сплавом Al и образцами, обработанными только OCA. Такой эффект связан с формированием плотного, малопористого покрытия на поверхности алюминиевого сплава. Ключевыми характеристиками являются также шероховатость поверхности, микротвёрдость по Вickers’у и степень пористости. Средняя шероховатость поверхности чистого, герметизированного OCA и герметизированного OCA/SSA составила 0,019; 0,8 и 0,41 мкм соответственно. Бóльшая шероховатость при OCA объясняется увеличением толщины плёнки и её пористостью. Пористость является ещё одним существенным параметром. Для её расчёта использовалось следующее выражение:
Средняя толщина пористой плёнки определялась с учётом данных цифрового микропроцессорного измерителя толщины покрытия. Расчёт толщины 100%-й плёнки проводился поэтапно, исходя из следующих параметров:
A — площадь поверхности образца в квадратных дециметрах;
Mwf — масса образца после растворения плёнки Al₂O₃ методом химического травления, г;
Mf — масса образца вместе с плёнкой Al₂O₃ до травления, г;
A = 0,18 дм² — площадь поверхности, подлежащей измерению при расчёте потерь массы;
ρ — удельная плотность 100%-й плёнки Al₂O₃, составляющая 3,97 г·см⁻³.
По результатам вычислений пористость анодированной алюминиевой поверхности оказалась равной 0,45 для образца OXA и 0,67 — для OXA/SSA, что указывает на повышение уровня пористости. Согласно научным данным, большинство разработанных анодированных плёнок характеризуются пористой структурой [24]. Однако применение процесса герметизации и добавка электролита SSA способны обеспечить формирование плёнок с меньшим количеством мелких пор, что напрямую влияет на улучшение антикоррозионных свойств по сравнению с вариантами, имеющими большое число крупных пор. Таким образом, плотность анодированной плёнки прямо связана с объёмом образовавшегося оксида. Наличие SSA способно повысить интенсивность образования оксида на металлической поверхности, одновременно снижая диаметр пор за счёт непрерывного осаждения оксида, что положительно сказывается на устойчивости материала к коррозии.
Математический анализ
Для интерпретации данных применялись математические и статистические методы [28]. Было предложено четыре математических уравнения, описывающих зависимость плотности тока коррозии алюминиевого сплава от времени. В этих уравнениях α₀ и α₂ являются константами. Коэффициенты уравнений определялись методом регрессии с использованием программного обеспечения STATISTICA 10. Расчёт проводился по алгоритму нелинейной оптимизации Левенберга—Марквардта, реализованному в методе наименьших квадратов. Уровень доверия установили на уровне 95%, максимальное число итераций — 1000, порог сходимости — 1×10⁻⁶. В каждом случае R² превышал 0,9. Как правило, значения R² ниже 0,30 указывают на слабую связь, вызывающую сомнения в достоверности; от 0,50 до 0,70 — на умеренную связь с практической значимостью; свыше 0,90 — на сильную корреляцию [29]. Все модели адекватно воспроизводят экспериментальные данные, однако наибольшее соответствие продемонстрировала экспоненциальная модель, отличающаяся более высоким коэффициентом корреляции.
Механизм процесса анодирования
Анодирование — это электрохимический метод, при котором поверхность металла, преимущественно алюминия, подвергается окислению с целью формирования прочного, пористого покрытия. При этом алюминий выступает в качестве анода, а на его поверхности образуется оксид алюминия, плотно связанный с основой материала. Существует два основных типа анодных оксидных слоёв: непроницаемые барьерные плёнки и пористые структуры. Формирование каждого из них зависит от состава анодирующего электролита. В нейтральных средах формируется компактная, практически нерастворимая барьерная плёнка [30], тогда как в кислых электролитах [31,32] развивается пористая структура.
Согласно гипотезам, анодный оксид алюминия образуется почти мгновенно на границах металл/оксид и оксид/электролит, где происходит движение ионов Al³⁺ и O²⁻ / OH⁻ соответственно [25–27]. В случае барьерной плёнки эти процессы происходят без образования пор. Для пористой структуры характерна внутренняя миграция анионов O²⁻ / OH⁻, однако катионы Al³⁺ не участвуют в формировании оксида внутри оксидного слоя; вместо этого они выводятся напрямую в электролит за счёт полярной эмиссии [33,34]. Если бы Al³⁺ оседали на границе оксид/электролит, то их присутствие могло бы препятствовать развитию пор.
Рассматриваются следующие элементарные реакции: на границе металл/оксид. Описывает формирование анодного оксида как в непористой, так и в пористой плёнке. Допущено, что все анионы, образующиеся при растворении Al₂O₃ на поверхности оксид/электролит, перемещаются к границе металл/оксид с целью регенерации оксида, а также что анионы, высвобождаемые при диссоциации воды, активно участвуют в процессе окисления [34].
Присутствие органических кислот может оптимизировать анодирование благодаря повышению концентрации реагентов. Тем не менее, необходимы дальнейшие исследования химического состава защитных слоёв в условиях отсутствия и наличия OXA и SSA, а также в системе OXA/SSA.
Выводы
Эффективность уплотнения пор и устойчивость к линейной поляризации при анодировании сплава 5854 Al в щавелевой кислоте с добавлением 5-сульфосалициловой кислоты (SSA) исследовалась методами потенциала разомкнутой цепи и электрохимической поляризации. Получены следующие результаты:
- 5-Сульфосалициловая кислота оказалась эффективной добавкой к электролиту на основе щавелевой кислоты, способной обеспечить формирование анодного слоя с повышенной коррозионной стойкостью.
- Анодирование сплава 5854 Al в среде, содержащей 5-сульфосалициловую кислоту, позволило получить пленки большей твердости, меньшей шероховатости и большей толщины по сравнению с анодированием в чистой щавелевой кислоте.
- Показатель сопротивления линейной поляризации, определённый по данным электрохимической поляризации и измерениям потенциала разомкнутой цепи, свидетельствует о том, что герметичные анодные плёнки, выращенные в электролите OXA/SSA, обладают гораздо лучшей коррозионной стойкостью, чем аналогичные плёнки, образованные в электролите OCA в отсутствие добавки. Увеличение сопротивления поляризации связано с эффектом запечатывания пор за счет закрытия пористого внешнего слоя.
- Кинетические исследования и математическое моделирование сыграли ключевую роль в интерпретации данных по коррозии, а также в установлении связи между плотностью тока коррозии и независимыми параметрами процесса.
Список литературы
- Dattilo A., Tamiro S., Romero C. Anodizing process with low environmental impact for a workpiece of aluminium or aluminium alloys // European Patent EP1233084A2. 2002
- Dibari G. A., Read H. J. Corrosion // Corrosion. 1971. Vol. 27, no. 11
- Fadhil A. A., Ismael M. H., Farhan S. N., Khadom A. A., Liu H., Fu C. Corrosion of crude oil distillation column: kinetics and mathematical views // Journal of Bio-Tribology and Corrosion. 2019. Vol. 5. P. 80. DOI: 10.1007/s40735‑019‑00272‑2
- Fratila‑Apachitei L. E., Tichelaar F. D., Thompson G. E., Terryn H., Skeldon P., Duszczyk J., Katgerman L. A transmission electron microscopy study of hard anodic oxide layers on AlSi(Cu) alloys // Electrochimica Acta. 2004. Vol. 49, no. 19. P. 3169–3177
- Habazaki H., Shimizu K., Skeldon P., Thompson G. E., Wood G. C., Zhou X. Corrosion Science // Corrosion Science. 1997. Vol. 39. P. 731
- Habazaki H., Shimizu K., Skeldon P., Thompson G. E., Wood G. C., Zhou X. Effects of alloying elements in anodizing of aluminium alloys // Transactions of the Institute of Metal Finishing. 1997. Vol. 75, no. 1. P. 18–23
- Hübner W. Die anodische Oxydation des Aluminiums in verschiedenen zusammengesetzten Oxalsäurelösungen [Диссертация]. Zürich: Technische Hochschule, 1947
- Khadom A. A. Kinetics and synergistic effect of iodide ion and naphthylamine for the inhibition of corrosion reaction of mild steel in hydrochloric acid // Reaction Kinetics, Mechanisms and Catalysis. 2015. Vol. 115, no. 2. P. 463–481. DOI: 10.1007/s11144‑015‑00873‑9
- Khadom A. A., Abdul‑Hadi A. A. Kinetic and mathematical approaches to the corrosion of mild steel in nitric acid // Reaction Kinetics, Mechanisms and Catalysis. 2014. Vol. 112, no. 1. P. 15–26. DOI: 10.1007/s11144‑014‑00683‑5
- Khadom A. A., Mahdi M. S., Mahood H. B. Mathematical regression and artificial neural network for prediction of corrosion inhibition process of steel in acidic media // Journal of Bio-Tribology and Corrosion. 2020. Vol. 6. P. 92. DOI: 10.1007/s40735‑020‑00390‑7
- Keshavarz A., Parang Z., Nasseri A. The effect of sulfuric acid, oxalic acid, and their combination on the size and regularity of the porous alumina by anodization // Journal of Nanostructure in Chemistry. 2013. Vol. 3. P. 34. DOI: 10.1186/2193‑8865‑3‑34
- Kumar A. M., Hussein M. A., Adesina A. Y., Ramakrishna S., Al‑Aqeeli N. // RSC Advances. 2 Newton. 2018. Vol. 8. P. 19181–19195
- Lee W., Park S.‑J., P.A.A. Oxide. Anodization and templated synthesis of functional nanostructures // Chemical Reviews. 2014. Vol. 114. P. 7487–7556
- Liu Y., Colin F., Skeldon P., Thompson G. E., Zhou X., Habazaki H., Shimizu K. // Corrosion Science. 2003. Vol. 45. P. 1539
- Mohammadi M., Yazdani A., Bahrololoom M. E., Alfantazi A. Corrosion behavior of aluminum alloy anodized in presence of permanganate and phosphate ions // Journal of Coatings Technology and Research. 2013. Vol. 10. P. 219–229. DOI: 10.1007/s11998‑012‑9459‑x
- Ono S., Saito M., Asoh H. // Electrochimica Acta. 2005. Vol. 51. P. 827
- Páez M. A., Zagal J. H., Bustos O., Aguirre M. J., Skeldon P., Thompson G. E. Effect of benzotriazole on the efficiency of anodizing of Al‑Cu alloys // Electrochimica Acta. 1997. Vol. 42, no. 23–24. P. 3453–3459
- Rashid K. H., Khadom A. A., Mahood H. B. Aluminum ASA 6061 anodizing process by chromic acid using Box‑Wilson central composite design: optimization and corrosion tendency // Metals and Materials International. 2021. Vol. 27, no. 10. P. 4059–4073. DOI: 10.1007/s12540‑020‑00762‑1
- Rashid K. H., Khadom A. A. Sodium sulfite as an oxygen scavenger for the corrosion control of mild steel in petroleum refinery wastewater: optimization, mathematical modeling, surface morphology and reaction kinetics studies // Reaction Kinetics, Mechanisms and Catalysis. 2020. Vol. 129, no. 2. P. 1027–1046. DOI: 10.1007/s11144‑020‑01738‑3
- Sheasby P. G., Pinner R. The Surface Treatment and Finishing of Aluminum and its Alloys. 6th ed. Vol. 1. Materials Park, OH: ASM International, 2001
- Sheasby P. G., Pinner R. The Surface Treatment and Finishing of Aluminum and its Alloys. 6th ed. Vol. 2. Materials Park, OH: ASM International, 2001
- Shih H. H., Tzou S. L. Study of anodic oxidation of aluminum in mixed acid using a pulsed current // Surface and Coatings Technology. 2000. Vol. 124, no. 2. P. 278–285
- Thompson G. E. // Thin Solid Films. 1997. Vol. 297. P. 192
- Wong C., Moji Y. Method for Anodizing Aluminum // US Patent 4 894 127. 1990
- Wu Z., Richter C., Menon L. // Journal of the Electrochemical Society. 2007. Vol. 154



